


Apakah pengelasan logam meleleh?
Ringkasan:
Pengelasan adalah proses fabrikasi yang bergabung dengan dua atau lebih logam menggunakan panas, tekanan, atau keduanya untuk membentuk ikatan yang kuat dan permanen. Ada banyak jenis pengelasan, tetapi semuanya melibatkan peleburan logam untuk membuat sambungan yang dilas. Bahan yang paling sering dilas adalah logam, tetapi pengelasan plastik dan kayu juga dimungkinkan. Ada metode pengelasan yang berbeda, termasuk pengelasan busur, pengelasan mig/mag, pengelasan TIG, dan pengelasan busur logam terlindung. Setiap metode memiliki fitur dan aplikasi uniknya sendiri.
Poin -Poin Kunci:
- Pengelasan adalah proses bergabung dengan logam menggunakan panas, tekanan, atau keduanya.
- Pengelasan modern dipelopori pada tahun 1800 oleh Sir Humphry Davy.
- Bahan yang dapat dilas termasuk logam dan termoplastik.
- Ada banyak jenis pengelasan, termasuk pengelasan busur, pengelasan mig/mag, pengelasan TIG, dan pengelasan busur logam terlindung.
- Pengelasan busur menggunakan busur listrik untuk menghasilkan panas antara elektroda dan logam yang akan dilas.
- Pengelasan mig/mag menggunakan elektroda kawat kontinu dan gas perisai.
- Pengelasan TIG menggunakan elektroda tungsten yang tidak dapat dikonsumsi dan gas pelindung inert.
- Pengelasan busur logam terlindung menggunakan elektroda logam fluks yang dapat dikonsumsi.
- Setiap metode pengelasan memiliki fitur dan aplikasi uniknya sendiri.
Pertanyaan:
- Apa itu pengelasan?
- Yang memelopori pengelasan modern?
- Bahan apa yang bisa dilas?
- Apa saja berbagai jenis metode pengelasan?
- Bagaimana cara kerja las busur?
- Apa itu pengelasan mig/mag?
- Apa itu pengelasan TIG?
- Apa yang dilindungi pengelasan busur logam?
- Metode pengelasan mana yang cocok untuk industri dirgantara dan otomotif?
- Apa saja aplikasi pengelasan umum?
- Faktor -faktor apa yang mempengaruhi proses pengelasan?
- Apa faktor pembeda utama antara pengelasan dan solder/brazing?
- Apa keuntungan utama pengelasan?
- Apa bahan yang paling sering dilas?
- Apa yang membuat Tig mengelas proses yang serbaguna?
Pengelasan adalah proses fabrikasi yang bergabung dengan dua atau lebih logam menggunakan panas, tekanan, atau keduanya untuk membentuk ikatan yang kuat dan permanen.
Sir Humphry Davy memelopori pengelasan modern pada tahun 1800.
Bahan yang dapat dilas termasuk logam dan termoplastik.
Berbagai jenis metode pengelasan termasuk pengelasan busur, pengelasan mig/mag, pengelasan TIG, dan pengelasan busur logam terlindung.
Las busur bekerja dengan menghasilkan panas antara elektroda dan logam yang akan dilas menggunakan busur listrik.
Pengelasan mig/mag adalah proses yang menggunakan elektroda kawat kontinu dan gas pelindung untuk membuat lasan.
Pengelasan TIG adalah proses yang menggunakan elektroda tungsten yang tidak dapat dikonsumsi dan gas pelindung inert untuk membuat lasan.
Pengelasan busur logam terlindung adalah proses yang menggunakan elektroda logam yang dilapisi fluks yang dapat dikonsumsi untuk membuat lasan.
Pengelasan TIG cocok untuk industri dirgantara dan otomotif.
Aplikasi pengelasan umum termasuk pengelasan industri, manufaktur, konstruksi, dan sektor otomotif.
Faktor -faktor seperti kebutuhan akan alat tambahan tertentu, gas pelindung, elektroda pengelasan, dan bahan pengisi mempengaruhi proses pengelasan.
Dalam pengelasan, bahan dasar dilelehkan, sedangkan dalam solder dan membrazing, hanya bahan pengisi yang meleleh.
Lasan bisa lebih kuat dari logam induk.
Logam adalah bahan yang paling sering dilas.
Pengelasan TIG memiliki banyak fitur dan fungsi yang dapat disesuaikan, membuatnya cocok untuk berbagai aplikasi.
Dasar -dasar pengelasan – logam leleh
Apakah Anda telah melihatnya dilakukan di acara TV otomotif atau di toko lokal Anda, menonton lampu percikan itu dan mendengar crackle mig welder yang mantap menarik pasti. Selalu mengesankan melihat para profesional meletakkan manik -manik yang indah, dan tampilan teknik pengelasan tig yang tepat benar -benar merupakan karya seni. Ini adalah penyempurnaan teknik yang membutuhkan waktu untuk menaklukkan, namun, memulai sangat mudah dan sesuatu yang harus dicoba setiap orang untuk mencoba setidaknya sekali. Berikut primer dasar tentang cara memasuki dunia pengelasan.
Pengelasan – 12 jenis dijelaskan

Pengelasan adalah proses fabrikasi yang bergabung dengan dua atau lebih logam menggunakan panas, tekanan, atau keduanya untuk membentuk ikatan yang kuat dan permanen. Bahan yang dapat dilas umumnya termasuk logam dan termoplastik, tetapi mengelas bahan -bahan lain seperti kayu juga dimungkinkan.
Pengelasan modern dipelopori pada tahun 1800 ketika Sir Humphry Davy menabrak busur listrik menggunakan baterai dan dua elektroda karbon. Sejak itu, pengelasan telah berkembang menjadi bentuk yang sangat fleksibel, membuka jalan bagi penggunaannya dalam berbagai aplikasi, dari proyek DIY kecil hingga majelis manufaktur skala besar.
Proses pengelasan yang berbeda adalah pokok di sebagian besar sektor industri dan dengan demikian, biarkan’S pahami bagaimana ini bekerja dan prinsip -prinsip di belakangnya.
Daftar isi bersembunyi
Bagaimana cara kerja pengelasan?
Pengelasan adalah proses panas tinggi yang melelehkan bahan dasar. Ini juga merupakan faktor pembeda utama dari solder dan brazing di mana hanya bahan pengisi yang meleleh dan tidak ada fusi antara bahan induk yang terjadi.
Pekerjaan pengelasan dengan bergabung dengan dua atau lebih benda kerja bersama pada suhu tinggi. Panas menyebabkan kumpulan lasan bahan cair yang setelah menjalani pendinginan, kokoh sebagai satu bagian, membentuk lasan. Lasan bahkan bisa lebih kuat dari logam induk.
Ada banyak jenis pengelasan tetapi semuanya melibatkan panas atau tekanan untuk melelehkan logam untuk membuat sambungan yang dilas. Sumber panas atau tekanan dapat bervariasi tergantung pada aplikasi dan bahan yang digunakan.
Logam dikenal sebagai bahan yang paling sering dilas, mengingat prinsip -prinsip pengelasannya yang mudah dan langsung. Pengelasan plastik juga cukup luas tetapi kayu las hanya dalam fase baru.
Proses pengelasan dipengaruhi oleh banyak faktor, seperti kebutuhan untuk alat tambahan tertentu, gas pelindung, elektroda pengelasan dan bahan pengisi. Membiarkan’s Perhatikan lebih dekat beberapa metode pengelasan paling umum yang digunakan saat ini dan cari tahu apa yang membuat masing -masing unik.
Jenis pengelasan yang berbeda
Meskipun konsep mendasar pengelasan agak sederhana, kami mengkategorikannya dengan sumber energi yang digunakan. Saat kami memecah subkategori ini lebih jauh, kami dapat menyelami lebih dalam prinsip operasi di balik setiap metode terpisah.
Las busur
Pengelasan busur mencakup beberapa proses pengelasan yang paling terkenal dan ini kemungkinan besar adalah apa yang terlintas dalam pikiran ketika memvisualisasikan proses pengelasan secara umum. Dalam proses ini, busur listrik menghasilkan panas antara elektroda dan logam yang akan dilas. Elektroda mungkin dapat dikonsumsi atau tidak dapat dikonsumsi, dan sumber dayanya dapat bervariasi dari bolak-balik (AC) ke arus mengarahkan (DC).
Pengelasan mig/mag

Pengelasan busur logam gas (GMAW), juga dikenal sebagai pengelasan mig/mag (gas logam inert/gas logam aktif), menggunakan elektroda kawat kontinu yang diumpankan melalui senjata pengelasan. Saat busur listrik melelehkan kawat elektroda, kemudian menyatu bersama dengan logam dasar di kolam las.
Gas perisai secara bersamaan dipasok ke area lasan untuk membuat lapisan pelindung dari kontaminasi atmosfer.
Kesederhanaan teknik pengelasan ini memungkinkannya menjadi salah satu pilihan yang disukai untuk pengelasan industri, manufaktur, konstruksi dan untuk sektor otomotif. GMAW telah cukup banyak menggantikan ATomic Hydrogen Welding (AHW), terutama karena ketersediaan gas inert yang murah.
Pengelasan tig

Pengelasan gas inert tungsten menggunakan elektroda tungsten yang tidak dapat dikonsumsi dan gas pelindung inert. Berbeda dengan pengelasan mig/mag, menggunakan logam pengisi terpisah dalam lasan TIG adalah opsional dan tergantung pada proyek.
Proses Pengelasan Arc Tungsten Gas (GTAW) menciptakan lasan yang akurat dan berkualitas tinggi dengan penetrasi yang hebat sehingga cocok untuk beberapa aplikasi, seperti industri kedirgantaraan dan otomotif. Sementara pengelasan TIG memiliki kurva belajar yang lebih curam daripada pengelasan MIG, banyak fitur dan fungsi yang dapat disesuaikan dari tukang las TIG menjadikannya proses yang sangat fleksibel.
Pengelasan busur logam terlindung

Pengelasan busur logam terlindung (SMAW) juga dikenal sebagai pengelasan busur logam manual (MMAW/MMA) atau hanya pengelasan tongkat, menggunakan elektroda logam yang dilapisi fluks yang dapat dikonsumsi untuk bergabung dengan logam.
Saat kita menyerang elektroda dengan logam dasar, itu menciptakan busur yang melelehkan bahan -bahan di kolam las. Fluks melepaskan gas pelindung untuk melindungi logam lasan dari kontaminasi. Deposit terak dilepas setelah proses pendinginan menggunakan alat toko umum seperti kuas kawat.
SMAW adalah proses pengelasan yang andal yang menawarkan keserbagunaan dalam pengelasan logam yang berbeda dan berbagai kondisi. Dia’s juga portabel dan ringan, tanpa perlu tangki bensin seperti beberapa metode pengelasan lain yang disebutkan sebelumnya. Elektroda pengelasan datang sebagai batang pengelasan, membuatnya sempurna untuk ruang yang sempit dan posisi pengelasan yang canggung.
Pengelasan busur fluks-cor

Flux-Cored ARC Welding (FCAW) adalah proses otomatis atau semi-otomatis yang menggunakan elektroda pengelasan yang berisi inti fluks yang bertindak sebagai agen pelindung. Perlindungan tambahan dari kontaminan disebut FCAW Dual-Shielded, di mana gas pelindung digunakan bersama dengan elektroda fluks-cored.
FCAW sangat cocok untuk logam ferro dan operasi yang membutuhkan sedikit pra-pembersihan. Paling baik digunakan untuk perbaikan, pipa, pembuatan kapal, pengelasan luar ruangan dan bawah air karena perlindungannya yang luar biasa dari kondisi eksternal.
Meskipun FCAW dan GMAW adalah dua tipe pengelasan yang terpisah, satu -satunya perbedaan utama terletak pada melindungi zona las menggunakan elektroda dan gas pelindung.
Gunakan milikmu .File STP untuk mendapatkan penawaran manufaktur instan secara online
- Kutipan dalam hitungan detik
- Waktu tunggu yang pendek
- Pengiriman dengan Fractory
Pengelasan gas

Pengelasan gas, atau pengelasan bahan bakar oksi, adalah salah satu bentuk pengelasan berbasis panas tertua yang menggunakan gas oksigen dan bahan bakar untuk bergabung dengan permukaan logam. Metode pengelasan ini biasanya menggunakan asetilena atau bensin sebagai gas bahan bakarnya, yang membuatnya dikenal sebagai oxyacetylene, pengelasan oky-gasoline. Gas-gas lain, seperti hidrogen dan propana, dapat digunakan untuk membraze dan menyolder logam non-ferrous tetapi mereka tidak menghasilkan panas yang cukup untuk melelehkan baja.
Properti unik pengelasan gas adalah bahwa itu tidak’t berjalan dengan listrik, menjadikannya pilihan yang layak jika tidak’t tersedia. Metode pengelasan ini memungkinkan fusi antara logam besi dan non-ferro dan memungkinkan pengelasan bagian logam tipis dan pelat baja. Prosesnya relatif mudah dipelajari dan berbiaya rendah di alam.
Peralatan yang sama dapat digunakan untuk pemotongan bahan bakar oksi saat menyesuaikan aliran gas untuk memanipulasi profil api.
Pengelasan plasma

Pengelasan busur plasma
Pengelasan busur plasma bekerja dalam konsep yang mirip dengan pengelasan TIG, tetapi obor dirancang dengan cara yang dijalankan gas inert keluar dari nozzle pada kecepatan yang lebih tinggi di jalur yang sempit dan terbatas. Plasma dibuat karena busur dipukul dengan gas inert, mengionisasi saat mengalir ke wilayah tersebut. Ini menyebabkan suhu pengelasan hingga 28000 ° C, yang dapat melelehkan logam apa pun. Suhu pengoperasian yang tinggi dari obor plasma (bersama dengan obor gas), memungkinkan proses untuk digunakan untuk pengelasan dan pemotongan.
Pengelasan plasma adalah salah satu teknik pengelasan terbersih karena panas yang sangat terkonsentrasi menciptakan manik sempit, yang menghasilkan percikan minimal. Dia’S sempurna untuk aplikasi seperti manufaktur dirgantara yang membutuhkan presisi tepat. Pengelasan plasma adalah salah satu proses pengelasan otomatis yang paling dicari karena beroperasi dengan biaya operasional rendah sambil memberikan lasan yang akurat dan rapi.
Pengelasan busur terendam

Pengelasan busur terendam
Las busur terendam (SAW) bekerja serupa dengan Smaw, yang melindungi logam las dengan menggunakan fluks. Teknologi pengelasan di balik proses pengelasan otomatis atau semi -otomatis ini menggunakan hopper fluks terpisah yang menyimpan logam pengisi granular ke lasan.
Teknik pengelasan ini menciptakan lasan yang stabil dan bersih, yang membuatnya lebih baik daripada kebanyakan proses pengelasan manual konvensional. Dia’S pilihan yang sangat baik untuk logam seperti nikel, baja, dan stainless steel dan sering digunakan untuk pembuatan pipa, bejana dan boiler bertekanan.
Pengelasan resistensi
Resistansi atau Pengelasan Tekanan menggunakan aplikasi tekanan dan arus antara dua permukaan logam untuk membuat fusi. Benda kerja ditempatkan bersamaan dengan tekanan tinggi dengan arus melewati titik kontak. Resistansi dalam logam menghasilkan panas yang menyatukan permukaan logam dari benda kerja.
Pengelasan spot

Resistance Spot Welding (RSW) menggunakan dua elektroda untuk menekan logam yang tumpang tindih sementara arus pengelasan diterapkan melalui logam resistif. Panas dihasilkan dan permukaan logam menyatu bersama untuk membuat sambungan las dalam bentuk tombol atau nugget.
Logam menyatu dengan menggunakan energi dalam jumlah besar dalam rentang waktu yang singkat (kira -kira. 10-100 milidetik) bergabung dengan benda kerja hampir secara instan. Area di sekitar nugget lasan tetap tidak terluka oleh panas yang berlebihan, sehingga zona yang terkena panas minimal dengan pengelasan spot.
Pengelasan spot paling sering diotomatisasi dengan menggunakan robot pengelasan. Ini menjadikannya salah satu metode pengelasan paling efisien yang digunakan dalam jalur perakitan dan dengan demikian pilihan yang menarik untuk industri otomotif, elektronik dan manufaktur.
Pengelasan jahitan

Pengelasan jahitan
Pengelasan jahitan adalah subkategori pengelasan spot yang menggunakan dua roda elektroda untuk memberikan tekanan saat arus diterapkan melalui benda kerja. Mesin pengelasan dapat membuat nugget las individual ke benda kerja dengan menerapkan arus pada interval, atau dapat kontinu, tergantung pada proyek.
Sambungan yang dibuat oleh pengelasan jahitan resistansi sangat ketat dan prosesnya sangat cepat dan bersih, menjadikannya pilihan yang ideal untuk pengelasan otomatis. Industri lembaran logam menggunakan pengelasan jahitan untuk memproduksi kaleng, radiator, dan drum baja.
Pengelasan laser

Pengelasan balok laser
Laser Beam Welding (BBW) menggunakan, seperti namanya, balok laser sebagai sumber panas terkonsentrasi untuk melelehkan logam dan membuat lasan. Bbw’S Densitas Daya Tinggi menghasilkan zona yang terkena panas kecil. Ukuran spot laser berkisar dari 0.2 hingga 13 mm yang membuatnya cocok untuk bahan pengelasan dengan ketebalan yang bervariasi, menghasilkan hasil yang lebih baik daripada proses pengelasan konvensional.
Pengelasan laser dengan cepat menciptakan lasan berkualitas tinggi di bawah toleransi halus. Proses ini umumnya otomatis dan digunakan oleh industri otomotif, medis dan perhiasan.
Meskipun orang mungkin berpikir bahwa karena obor bahan bakar oksi dan plasma dapat digunakan untuk pengelasan dan pemotongan, ini berlaku untuk obor laser juga tetapi ini umumnya tidak terjadi. Kepala pemotongan laser standar tidak dapat digunakan untuk pengelasan dan kepala pengelasan laser tidak dapat memenuhi kecepatan pemotongan dan kualitas yang diminta di sebagian besar aplikasi industri.
Pengelasan balok elektron

Pengelasan balok elektron
Elektron balok pengelasan (EBW) adalah proses pengelasan fusi di mana elektron yang dihasilkan oleh senjata elektron dipercepat menjadi kecepatan tinggi. Balok elektron menciptakan panas kinetik saat menghubungi logam dasar, menyebabkan mereka meleleh dan membentuk kolam las. Lasan dibuat saat sambungan mendingin. Prosedur pengelasan ini dilakukan dalam kekosongan terkontrol untuk mencegah balok dari hamburan.
Pengelasan Balok Elektron menawarkan presisi, menjadikannya proses yang berharga untuk aplikasi yang membutuhkan distorsi minimal. Beberapa aplikasinya termasuk komponen elektronik, suku cadang pesawat, tangki penyimpanan dan komponen jembatan. EBW memungkinkan untuk mengelas bahan yang rentan terhadap kontaminasi.
Pengelasan gesekan

Pengelasan gesekan
Pengelasan gesekan adalah proses solid-state yang menggunakan, seperti namanya, gesekan untuk menyatukan logam bersama. Tidak seperti kebanyakan proses pengelasan, itu tidak’t gunakan obor pengelasan, batang pengelasan atau gas pelindung untuk membuat lasan. Proses ini hanya menggunakan panas yang dihasilkan dari kecepatan kontak rotasi, getaran atau lateral yang tinggi antara dua logam bersih untuk membuat ikatan. Residu logam yang terbentuk selama prosedur ini dilepas setelah proses pendinginan.
Peralatan pengelasan yang digunakan dalam pengelasan gesekan lebih ramah lingkungan daripada metode lain karena tidak’T mengeluarkan asap pengelasan berbahaya atau lepaskan racun ke atmosfer. Kesederhanaannya menjadikannya pilihan yang bagus untuk bor las, batang koneksi, tabung gandar dan katup.
Keselamatan pengelasan
Semua proses manufaktur datang dengan beberapa risiko dan pengelasan tidak terkecuali di sini. Penting untuk memiliki pengetahuan dan peralatan pengelasan yang tepat untuk melindungi diri dari bahaya apa pun. Seiring dengan mempraktikkan tindakan pencegahan keselamatan, menggunakan perlengkapan pelindung terkini, seperti helm pengelasan yang sesuai, sarung tangan, dll, sama pentingnya.
Membungkus
Pengelasan telah berjalan jauh sejak penemuannya di zaman perunggu ketika metode pengelasan tempa primitif dikembangkan. Saat ini, ini telah menjadi alat yang tak tergantikan yang digunakan oleh penggemar dan industri skala besar. Itu menjadi salah satu kekuatan pendorong industrialisasi dan terus mengubah bagaimana hal -hal diproduksi hingga hari ini.
Saat pengelasan terus berkembang, standar dan norma -norma juga meningkat seiring waktu. Kemungkinan baru terus muncul, memungkinkan kami untuk mengelas kombinasi material baru sambil menjamin dan meningkatkan kekuatan las dan keselamatan proses. Dengan perkembangan pengelasan hibrida baru -baru ini, kami hanya dapat mengharapkan teknologi pengelasan untuk terus membentuk masa depan teknik.
Fractory menawarkan layanan pengelasan sebagai bagian dari layanan lengkap kami – dari mengutip hingga pengiriman. Jaringan mitra manufaktur yang telah diperiksa sebelumnya menawarkan akses ke berbagai proses dan kemampuan.
Dasar -dasar pengelasan – logam leleh

Apakah Anda telah melihatnya dilakukan di acara TV otomotif atau di toko lokal Anda, menonton lampu percikan itu dan mendengar crackle mig welder yang mantap menarik pasti. Selalu mengesankan melihat para profesional meletakkan manik -manik yang indah, dan tampilan teknik pengelasan tig yang tepat benar -benar merupakan karya seni. Ini adalah penyempurnaan teknik yang membutuhkan waktu untuk menaklukkan, namun, memulai sangat mudah dan sesuatu yang harus dicoba setiap orang untuk mencoba setidaknya sekali. Berikut primer dasar tentang cara memasuki dunia pengelasan.
Mig, tig, dan material
Jika Anda tidak terbiasa dengan pengelasan MIG atau Tig, tetapi mungkin menyaksikan seseorang melakukan semacam pengelasan, cara mudah untuk membedakannya adalah bahwa pengelasan MIG (kawat-umpan) membuat kebisingan yang stabil dan konsisten dan berdengung dan manik-manik diletakkan dengan kecepatan yang cukup baik dan konsisten. Pengelasan Tig tenang untuk sebagian besar, dan membutuhkan lebih banyak waktu untuk meletakkan panjang manik yang sama.
Untuk tukang las diy pemula, pengelasan MIG (gas logam inert) adalah titik awal terbaik. Teknik ini lebih mudah dipelajari dan mesin lebih murah untuk sebagian besar. Pengelasan TIG (Tungsten Inert Gas) adalah gaya pengelasan yang lebih lambat. Meskipun umumnya membutuhkan waktu lebih lama ke Tig Weld, itu karena teknik ini menawarkan lebih banyak kontrol, lebih sedikit percikan, dan manik yang lebih kecil untuk produk akhir yang lebih terlihat. Instruksi profesional semacam itu umumnya direkomendasikan untuk pengelasan TIG, jadi kami akan berkonsentrasi pengelasan MIG untuk ruang lingkup artikel ini.
Setelah Anda memperhatikan jajaran tukang las mig, hal pertama yang harus dilakukan adalah memutuskan jenis materi apa yang akan Anda kerjakan untuk sebagian besar proyek Anda. Mempertimbangkan konten umum Mustang & Ford yang dimodifikasi Majalah, Anda mungkin akan fokus pada perbaikan sheetmetal, yang biasanya terbuat dari baja 18 hingga 24-gauge yang relatif tipis. Sebagian besar mesin yang mampu mengelas sheetmetal dapat menangani material hingga tebal 3⁄8 inci, dan itu harus menutupi segala jenis konektor rollbar/’kandang atau subframe yang mungkin perlu Anda instal. Namun, jika Anda pikir Anda mungkin perlu mengelas bahan yang lebih tebal untuk sesuatu seperti crawler batu atau kendaraan off-road lainnya, Anda mungkin perlu mengambil langkah dalam ukuran untuk dapat mengikat dengan benar bahan yang tebal itu.
Jus
Sesuatu yang lain untuk dipertimbangkan adalah sumber daya Anda. Banyak tukang las dirancang untuk sumber daya 230-volt, tetapi ada semakin banyak tukang las yang lebih kecil di pasaran yang beroperasi di outlet 120 volt standar Anda. Lebih baik lagi, ada tukang las, sama seperti Lincoln Electric 180 Dual yang kami pilih, yang dapat lari dari salah satu sumber daya. Ini bisa berguna jika Anda menggunakan tukang las di berbagai lokasi. Kata Perhatian: Jangan mencoba membuat tukang las 120 volt melakukan apa yang tidak dirancang untuk dilakukan. Jika Anda perlu melangkah hingga 230-volt welder karena bahan yang Anda kerjakan, lalu tingkatkan garasi Anda atau berbelanja dengan outlet 230. Bergantung pada peraturan lokal, ini mungkin memerlukan mempekerjakan kontraktor listrik untuk memasang layanan ini, jadi ingatlah biaya tambahan.
Keamanan dan barang habis pakai
Anda mungkin melihat orang mengelas dengan tidak lebih dari tank top, dan Anda mungkin bahkan melihat orang -orang memalingkan muka saat mereka menyerang busur. Tentu itu mungkin menyelesaikan pekerjaan, tetapi jika Anda ingin melakukan sesuatu dengan benar, Anda akan ingin melindungi diri sendiri. Perlindungan yang tepat tidak hanya untuk kesehatan Anda sendiri, tetapi juga sehingga Anda dapat lebih mudah berkonsentrasi pada tugas yang ada. Sulit untuk memperhatikan apa yang Anda lakukan ketika seorang bara pembakaran yang salah telah menyemprotkan diri di antara jempol kaki Anda dan flip flop Anda, atau mungkin itu memantul dari tagihan topi Anda dan turun ke leher Anda, membakar daging Anda karena berhasil ke pinggang Anda. Juga, banyak orang tidak sadar bahwa pengelasan menghasilkan sinar ultraviolet dan gas yang berbahaya, jadi jangan berpikir bahwa percikan adalah satu -satunya hal yang perlu Anda hindari. Sebagian besar perusahaan pengelasan menawarkan perlengkapan yang tepat untuk menjaga Anda tetap aman, dari kacamata pengaman sederhana dan sarung tangan hingga jaket kulit dan helm pengelasan bertenaga surya. Hal lain yang perlu diingat adalah bahwa tukang las menghasilkan medan listrik dan magnet yang dapat mengganggu alat pacu jantung. Periksa dengan dokter Anda jika Anda memilikinya sebelum pengelasan.
Barang habis pakai adalah produk yang akan digunakan selama proses pengelasan. Ini termasuk hal -hal seperti tips kontak pengelasan dan kawat, serta gas perisai. Anda bisa mendapatkan sebagian besar barang -barang ini di mana saja, tetapi biaya yang terkait dengannya harus dipertimbangkan saat membeli tukang las.
Pendidikan
Sementara sebagian besar DIY’ers belajar sendiri, dan sering mengambil teknik dan tips dari orang lain, Anda selalu dapat mencari pendidikan profesional dalam pengelasan untuk meningkatkan pengetahuan Anda tentang mesin pengelasan, bahan, dan teknik. Sebagian besar sekolah-sekolah-teknis menawarkan program, seperti halnya beberapa perguruan tinggi lokal, dengan keduanya biasanya memberikan siswa dengan semacam sertifikasi di akhir program.
Lincoln Electric mendirikan sekolahnya sendiri pada tahun 1917 di Cleveland, Ohio, kampus dan telah melatih lebih dari 100.000 siswa sejak itu. Perusahaan ini menawarkan kursus bahan dasar dan canggih yang masing -masing satu minggu. Tujuh puluh persen dari waktu kelas dihabiskan secara langsung, jadi Anda pasti akan datang dengan pemahaman yang sangat baik tentang konsep pengelasan. Lincoln, seperti kebanyakan perusahaan pengelasan lainnya, menawarkan sejumlah besar materi pendidikan di situs webnya juga.
Kursus pendidikan dalam pengelasan pasti akan memperluas pengetahuan Anda tentang subjek dan membantu memperbaiki teknik Anda, dan ini akan menghasilkan produk akhir yang lebih baik.
01. Anda bisa mendapatkan tukang las dengan cukup murah akhir -akhir ini, tetapi Anda mungkin menemukan bahwa yang lebih murah Don’T cukup berfungsi dan juga mesin dengan harga lebih murah. Pertimbangkan untuk menguji air pengelasan menggunakan orang lain’S mesin untuk memutuskan apakah Anda ingin melakukan investasi jangka panjang dalam produk berkualitas atau tidak. Lincoln Electric telah berada dalam permainan pengelasan selama lebih dari 100 tahun, dan perusahaan juga memiliki produk untuk pemula dan profesional. Setelah mendiskusikan kebutuhan kami dengan mereka, kami memilih kekuatan MIG 180, dan melengkapi diri kami dengan helm Viking 3350 Auto-Darkening, sarung tangan pengelasan MIG (PN K2980-M) dan Lincoln’S Shadow Grain Leatle Lleeved Jacket (PN K2987-L), serta perusahaan’sarung tangan pekerja baja kulit (PN K2977-M). Keranjang utilitas opsional membuat tukang las portabel dan lebih mudah dijangkau untuk penyesuaian.
02. Karena kami berada di pasar untuk tukang las bahwa rata -rata DIY’eh mungkin digunakan di rumah, kami memilih Lincoln’S Power Mig 180 Dual Wire Welder. Ganda mengacu pada tukang las’S Kemampuan untuk beroperasi pada daya input 120 atau 208/230-volt. Mesin ini juga memiliki drive aluminium cast industri untuk traksi positif, pemandu kawat terpisah yang memastikan penyelarasan kawat yang optimal, dan koneksi senjata kuningan untuk konduktivitas yang lebih baik. 180 Dual juga menggunakan Lincoln’S Diamond Core Technology, yang memberikan busur yang memaafkan, tindakan busur out-of-position yang sangat baik, percikan rendah, dan sweet spot tegangan lebar dengan kecepatan umpan kawat yang diberikan. Dia’s juga gulung-senapan siap saat Anda ingin mencoba tangan Anda di aluminium pengelasan.
03. 180 Welder ganda dilengkapi dengan sejumlah persediaan sehingga Anda bisa mendapatkan pengelasan segera. Di dalam kasus Anda’ll temukan dua gulungan kawat, penjepit tanah, berbagai macam tips kontak dan gulungan drive, dan tas alat. Termasuk dengan tukang las adalah kabel daya 120- dan 230 volt, saluran umpan gas dan regulator dengan pengukur, obor pengelasan, kabel kerja, dan DVD belajar dan manual instruksi.
04. Instruksi yang disertakan mudah diikuti, dan tukang las sangat mudah diatur. Kami mulai dengan menghubungkan kabel polaritas. Pengelasan MIG membutuhkan polaritas positif, sehingga kabel pendek di dalam mesin terhubung ke terminal positif. Kabel kerja, yang memiliki klem di satu ujung dan lubang di ujung lainnya, dimasukkan melalui lubang dan kemudian terhubung ke terminal output negatif.
05. Kabel senjata memiliki dua koneksi yang dibuat di bagian depan mesin. Sambungan listrik dibuat dan kemudian kabel kawat dimasukkan ke dalam mesin. Di dalam, Anda’ll perlu melonggarkan setscrew, geser kabel sepanjang jalan, dan kemudian kencangkan sekrup.
06. Penjepit kabel kerja terpisah dan perlu dihubungkan ke kabel. Cukup sederhana, benar?
07. Lincoln 180 Dual hadir dengan dua jenis kawat pengelasan. Yang di sebelah kiri adalah Innershield NR-2111-MP Flux-Cored Wire. Tidak membutuhkan gas perisai, karena inti memproduksinya’s sendiri. Ini sangat berguna saat mengelas di luar dan di lokasi berangin. Kami memilih untuk memulai dengan Superarc L15 yang solid.025 Kawat di sebelah kanan, yang membutuhkan gas pelindung.
08. Dual 180 dapat mengakomodasi gulungan kawat 4 dan 8 inci. Seperti yang kita’kembali dengan spool 4 inci yang disertakan, kita perlu menghapus adaptor spool untuk memasangnya.
09. Seperti yang dikirim, tukang las diatur untuk 0.035 WIRE. Untuk memanfaatkan 0.025 Solid Wire, kita perlu mengganti ujung, drive roll, dan panduan kawat.
10. Dengan panduan yang diperlukan dan drive roll di tempatnya, Anda sekarang dapat memberi makan kawat melalui panduan dan masuk ke kabel senjata.
11. Di pistol, nosel membuka dan ujungnya kemudian dapat diubah. Sepasang tang pengelasan membuat pekerjaan cepat ini, dan mereka dapat digunakan untuk membersihkan ujungnya – sesuatu yang Anda miliki’LL perlu sering dilakukan saat pertama kali memulai.
12. Salah satu fitur utama dari Lincoln 180 Dual adalah kemampuan untuk berjalan pada sumber daya 120 atau 230 volt. Dia’S sederhana seperti menggunakan kabel yang sesuai. Dengan sebagian besar panel pemecah yang terletak di garasi, tempat Anda’kemungkinan besar akan berhasil, itu’cukup mudah untuk menelepon tukang listrik dan memasang layanan 230 di lokasi yang nyaman jika itu’S yang Anda inginkan.
13. Dengan daya ke tukang las, Anda sekarang dapat memeras pelatuk untuk memajukan kawat. Setelah keluar dari pistol, Anda dapat memasang dan mengencangkan ujung kontak dan memasang nosel. Saat mengelas, Anda’LL ingin memulai dengan kawat yang menonjol sekitar 3⁄8 inci dari ujung.
14. Kecuali kamu’Re di daerah pedesaan, perusahaan pasokan gas pengelasan biasanya cukup mudah ditemukan melalui halaman kuning atau internet. Perusahaan seperti Airgas dan Praxair secara teratur menyediakan gas CO2/Argon Mix You’LL perlu memulai. Umumnya ada dua hingga tiga ukuran botol yang tersedia: Anda’kemungkinan harus membayar biaya botol di muka dan kemudian hanya perlu membayar isi ulang di luar itu.
15. Setelah Anda memiliki botol gas pelindung, Anda dapat memasang regulator dan jalur pasokan yang disertakan. Las lincoln kami membutuhkan 30-40 kaki kubik per jam dalam kondisi normal, dengan tekanan yang lebih tinggi digunakan untuk pengelasan di luar posisi. Pastikan Anda mengatur tekanan saat memeras pelatuk pistol untuk mendapatkan pengaturan yang tepat.
16. Cocok, seperti yang dikatakan Barney Stinson. Mantel pengelasan yang tepat memiliki kerah dan manset yang mengencangkan untuk mencegah bara yang salah masuk dan membakar Anda. Anda’LL sangat menghargai ini saat pengelasan terbalik atau di atas kepala Anda.
17. Bagi sebagian besar penggemar mobil, ini kemungkinan adalah tiga ketebalan logam yang paling umum’Aku akan menangani. Sheetmetal standar seperti panel tubuh seperti salah satu kiri biasanya 18-24 gauge, sedangkan framerail dan semacamnya sedikit lebih tebal. Bahan rollbar masih lebih tebal, tetapi Lincoln 180 dapat menangani semua ini – sempurna untuk apa yang kita cari untuk menggunakannya.
18. Di dalam mesin’s tutupmu’LL temukan kecepatan umpan kawat dan grafik tegangan, di antara sekelompok informasi lain yang mencakup panduan ketebalan logam, dan diagram teknik pengelasan dasar. Temukan jenis kawat yang Anda gunakan, lalu ketebalan kawat, dan turuni bagan untuk menemukan ketebalan logam. Bagan kemudian akan memberi Anda kecepatan umpan kawat yang disarankan dan pengaturan tegangan, yang diatur di bagian depan mesin.
19. Salah satu kunci pengelasan yang bagus adalah bahan bersih, dan membersihkan bahan dilakukan baik secara kimia dan mekanis. Logam baru sering dilapisi dengan bahan kimia anti-rust yang harus dibersihkan sebelum pengelasan. Aseton atau pelarut organik serupa adalah yang terbaik, dan air sabun juga dapat digunakan. Jangan pernah menggunakan rem bersih, karena dapat membusuk menjadi gas beracun dan korosif saat busur menyentuhnya. Selain pembersihan kimia, oksidasi apa pun, cat, mantel bubuk, atau lapisan akhir lainnya perlu dihilangkan melalui cakram pengamplasan atau kuas kawat.
20. Dengan bahan Anda bersih dan siap dilas, sambungkan penjepit kabel kerja dan pastikan ia memiliki koneksi yang baik, solid, dan bersih. Koneksi yang buruk akan menghasilkan lasan yang buruk atau tidak sama sekali. Pastikan Anda berada di area yang berventilasi baik tanpa barang yang mudah terbakar di daerah terdekat.
21. Jika kamu’ve tidak pernah dilas sebelumnya atau telah melakukan sangat sedikit, itu’yang terbaik untuk memulai dengan beberapa logam bekas. Ini akan memungkinkan Anda untuk menghabiskan waktu menonton genangan las, mempraktikkan kecepatan kawat dan gerakan senjata Anda, dan umumnya menemukan teknik Anda. Anda dapat menilai penetrasi dan kualitas las Anda tanpa khawatir merusak panel tubuh yang baru saja Anda habiskan dan menunggu seminggu untuk itu muncul di truk coklat. Mengenakan’t batasi diri Anda untuk hanya meletakkan manik -manik pada sepotong logam datar. Ambil beberapa bagian dan latih teknik Anda pada berbagai jenis sendi juga.
Bagaimana pengelasan bekerja

Pengelasan adalah metode pengerjaan logam di mana -mana yang bergabung dengan dua potong logam bersama -sama untuk membentuk ikatan yang kuat. Tapi apa yang sebenarnya terjadi ketika kedua logam bergabung bersama? Menurut definisi, pengelasan bergabung dengan dua potong logam dengan fusi. Untuk menyatu dengan benar, logam dasar harus meleleh dan mengalir bersama. Metode pengelasan yang lebih tua akan menggunakan blowtorch oxyfuel untuk memanaskan potongan logam sampai logam dasar mencapai suhu leleh, tetapi metode yang lebih baru sekarang menggunakan busur listrik untuk menghasilkan panas yang diperlukan untuk melelehkan logam. Busur dibuat saat muatan listrik ditularkan dari elektroda ke benda kerja. Elektroda biasanya dapat dikonsumsi dan diisi secara negatif atau positif tergantung pada karakter yang diinginkan dari lasan. Lasan yang tepat sering menciptakan ikatan antara benda kerja yang lebih kuat dari kekuatan asli dari benda kerja itu sendiri.
Ada banyak antarmuka berbeda yang menggunakan premis dasar ini untuk mencapai lasan. Metode yang paling banyak digunakan adalah pengelasan busur logam terlindung (SMAW), lebih dikenal sebagai pengelasan tongkat. Metode ini melibatkan penggunaan elektroda yang dapat dikonsumsi dalam bentuk tongkat yang ditutupi fluks untuk membuat busur yang melelehkan pengisi dan bergabung dengan benda kerja. Pengelasan busur logam gas (GMAW), yang dikenal sehari -hari sebagai pengelasan MIG, adalah metode yang menggunakan kawat konsumsi sebagai elektroda yang diumpankan secara otomatis melalui senjata yang secara bersamaan mengeluarkan gas argon sebagai zat pelindung. Las busur terendam (SAW) melibatkan pengelasan sambungan menggunakan busur listrik yang disiram di bawah lapisan fluks. Proses yang sebagian besar otomatis, kawat pengisi perlahan -lahan diumpankan di sepanjang sambungan di bawah fluks. Metode ini menghasilkan lasan berkualitas tinggi karena fluks melapisi busur dan kawat; Tidak ada risiko percikan karena kehadiran fluks yang hebat. Gas Tungsten Arc Welding (GTAW), juga dikenal sebagai pengelasan TIG, adalah yang paling tepat dan memakan waktu. Kawat diumpankan dengan tangan dengan hati-hati ke dalam busur yang dihasilkan oleh elektroda tungsten yang tidak dapat dikonsumsi yang bertempat di pistol pengeluaran argon, mirip dengan MIG. Elektroda paduan tungsten tidak akan meleleh di bawah panas tinggi busur yang memfasilitasi ketepatan kawat handfed. Metode ini membutuhkan tingkat keterampilan yang tinggi dan diterapkan dalam keadaan khusus.
Seni pengelasan berasal dari tukang las’S Metode Pengelasan Pribadi. Banyak variabel mempengaruhi karakteristik lasan secara bersamaan, itulah sebabnya insinyur pengelasan memiliki catatan kualifikasi prosedur (PQR) untuk memastikan lasan suara dalam situasi tertentu. Banyak tukang las mengambil pendekatan unik untuk menyeimbangkan variabel-variabel ini, memberikan tukang las yang terlatih metode yang berbeda. Material, ketebalan, jenis sambungan, dan sudut lasan adalah semua variabel yang perlu dipertimbangkan. Pada saat yang sama, panas harus disimpan secara merata di antara kedua benda kerja, kalau tidak lasan akan tidak konsisten. Seorang tukang las dengan catatan positif dapat berhasil mengelas dalam berbagai situasi, dan penguasaan situasi ini memungkinkan untuk pengembangan metode atau gaya pribadi.

Lasan sangat sensitif terhadap kontaminasi atmosfer. Jika lasan dibuat tanpa pelindung yang tepat, itu dapat menghasilkan lasan berpori atau lemah. Fluks digunakan dalam pengelasan busur logam terlindung untuk melapisi elektroda dan dalam pengelasan busur terendam untuk menutupi area lasan. Saat fluks dikonsumsi, ia menciptakan karbon dioksida dan terak. Karbon dioksida bertindak sebagai gas pelindung dan melindungi lasan, sedangkan terak tetap sebagai produk sampingan padat dari fluks yang meleleh. Terak harus dihapus untuk jaminan kualitas dan konsistensi estetika. Dalam pengelasan mig dan tig, gas argon digunakan sebagai agen pelindung. Argon adalah gas non-reaktif yang melindungi dengan baik terhadap kontaminasi, dan dipasok oleh senjata las dalam aplikasi ini. Pengelasan TIG sering membutuhkan presisi tinggi, dan dalam beberapa aplikasi, benda kerja ditempatkan di ruang kecil yang diisi dengan gas argon untuk menyediakan a “ruangan bersih” lingkungan untuk mencegah kemungkinan kontaminasi.
Pengelasan adalah industri yang ditandai dengan pengerjaan berkualitas dan kualifikasi berkelanjutan. Sertifikasi hanya dapat diberikan jika tukang las dapat secara konsisten menghasilkan pekerjaan yang berkualitas, dan sertifikasi ini tunduk pada seberapa sering tukang las mempraktikkan keahliannya. Proyek sering mensyaratkan bahwa tukang las disertifikasi untuk kode tertentu. Ini memastikan bahwa hanya tukang las yang disetujui berkontribusi pada suatu proyek, spesifikasi penting untuk menuntut pelanggan termasuk pemerintah federal dan lokal. Karena kebutuhan untuk tetap bersertifikat, nama permainan dalam pengelasan sebenarnya “Gunakan atau Kehilangannya.”
Pengelasan adalah proses kompleks yang membutuhkan menyeimbangkan banyak variabel untuk menciptakan produk yang sehat secara struktural. Ada banyak metode yang berbeda untuk dipilih, dan dalam setiap metode adalah berbagai gaya yang berbeda untuk digunakan untuk aplikasi tertentu. Sebagai alat penting dalam kotak alat perakit, memahami proses pengelasan benar -benar terpenting.
Bagaimana cara kerja pengelasan busur logam dan apa jenisnya?
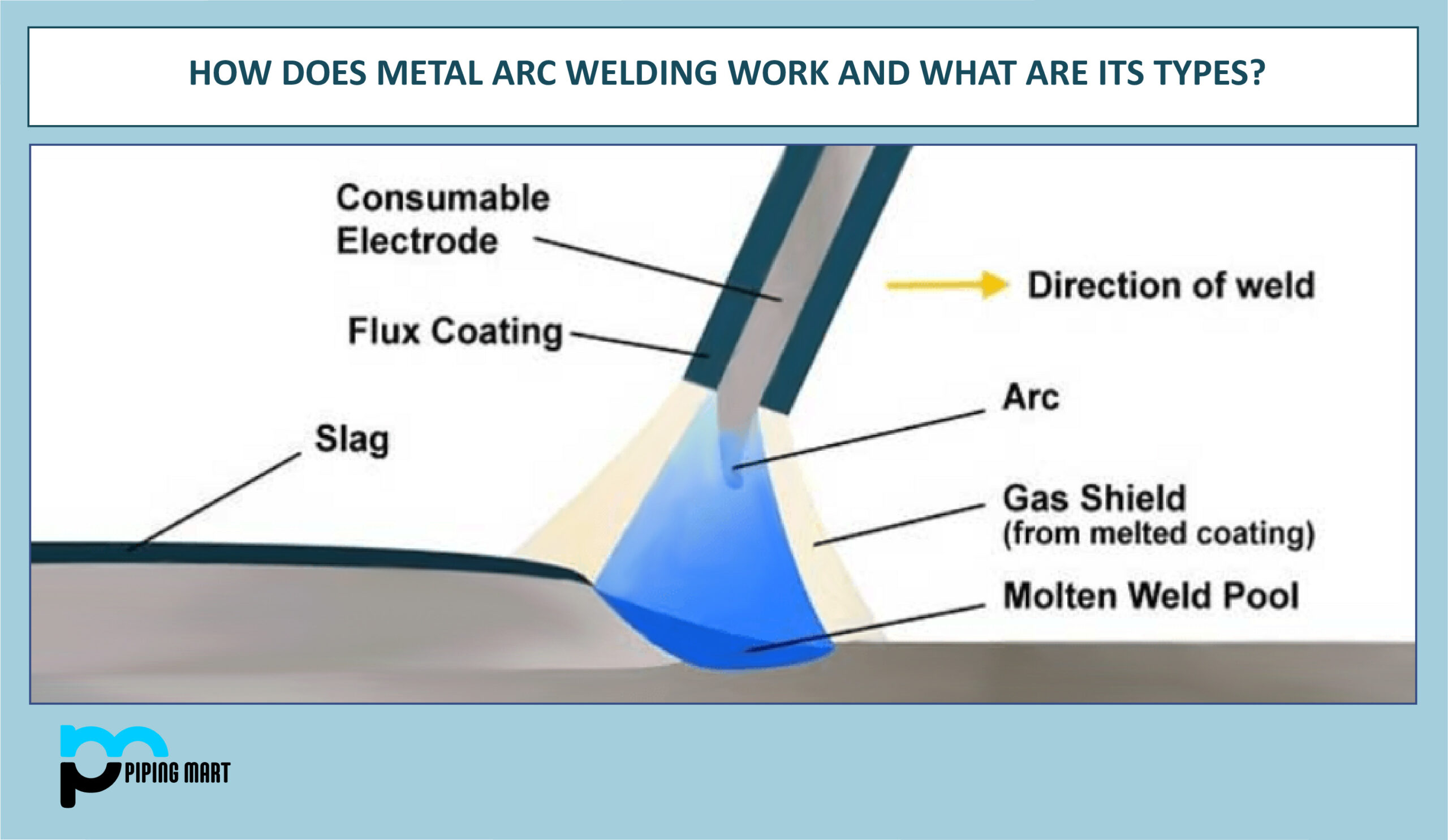
Dengan menggunakan listrik untuk menciptakan panas yang cukup untuk melelehkan logam dan logam cair’ Kemampuan untuk mengeras saat didinginkan, pengelasan busur adalah metode bergabung dengan logam bersama -sama. Pengelasan semacam ini melelehkan logam pada titik kontak dengan membuat busur antara elektroda, tongkat logam, dan bahan dasar. Arus Langsung (DC), Arus Bergantian (AC), dan elektroda yang dapat dikonsumsi atau tidak dapat dikonsumsi adalah semua opsi untuk tukang las busur.
Gas perisai, kabut, atau terak biasanya digunakan untuk melindungi daerah pengelasan. Proses untuk pengelasan busur mungkin sepenuhnya otomatis, semi-otomatis, atau manual. Pengelasan busur diciptakan pada akhir abad ke -19, dan selama Perang Dunia II, itu menjadi signifikan secara komersial dalam pembuatan kapal. Ini masih merupakan langkah penting dalam memproduksi bangunan baja dan mobil saat ini.
Bagaimana cara kerja las busur?
Bahan kerja dilelehkan selama pengelasan busur menggunakan busur listrik. Kawat ground pertama kali diikat ke zat. Tukang las kemudian menekan timah elektroda ke arah benda kerja.
Kerusakan listrik gas terjadi ketika tukang las menarik elektroda menjauh dari material, menghasilkan busur yang disebut pelepasan plasma kontinu. Untuk membuat lasan spot kecil yang sangat fokus, las busur menggunakan arus langsung atau bergantian.
Logam bergabung dengan menggunakan teknik pengelasan fusi yang dikenal sebagai pengelasan busur. Sekitar 6500 ° F panas ekstrem diproduksi oleh busur listrik dari sumber daya AC atau DC, melelehkan logam pada hubungan antara dua benda kerja.
Elektroda baik melakukan arus dan hanya membawa arus atau melakukan arus sambil melelehkan ke kolam las untuk memasukkan bahan pengisi ke dalam sambungan. Busur dapat dikemudikan secara manual atau mekanis di sepanjang garis gabungan.
Karena reaksi kimia yang terjadi ketika busur memanaskan logam hingga suhu yang terlalu tinggi, perlu untuk memanfaatkan gas pelindung atau terak untuk mengurangi waktu logam cair bersentuhan dengan atmosfer. Logam cair mengeras untuk membuat koneksi metalurgi saat dingin.
Perbedaan antara arus AC dan DC
Arus Langsung (DC) atau arus bolak -balik (AC) dapat digunakan sebagai sumber listrik untuk pengelasan busur.
Aplikasi pengelasan dan tegangan lebih rendah sering menggunakan pengelasan busur arus searah (DC), yang biasanya disukai daripada AC. Ini agar arus DC dapat menghasilkan busur yang lebih halus dan lebih stabil, yang menggunakan elektron yang mengalir dengan mantap dalam satu arah.
Elektron dalam arus bolak -balik (AC) pengelasan busur lebih tidak menentu karena mereka terus -menerus mengubah arah. Ketika arus yang lebih kuat diperlukan agar busur tidak bertiup atau mentransfer energi melintasi jarak jauh, arus AC, yang seringkali merupakan opsi sekunder dalam pengelasan, dapat membantu.
Sementara DC hanya memungkinkan untuk satu arah aliran arus, AC terus -menerus mengubah arah aliran arus. Dengan pasokan AC 60 Hz, misalnya, arah aliran akan berubah 120 kali per detik.
Variasi saat ini signifikan. Menggunakan DC sebagai ilustrasi, aliran konstan arus listrik dalam satu arah dapat menyebabkan medan magnet muncul.
Busur dapat digerakkan oleh medan magnet sehingga tidak menempuh jalan dengan pemisahan terpendek antara elektroda dan logam. Ini sering terjadi di sudut -sudut dalam atau ujung lasan dan dapat menghasilkan porositas spatter dan fusi parsial. Ini dikenal sebagai pukulan busur.
Jadi, DC adalah masalahnya. Namun, AC mengosongkan arus dan tidak pernah memungkinkan medan magnet cukup terorganisir agar pukulan busur menjadi masalah.
Selain itu, tukang las DC harganya sedikit tambahan untuk dibeli. Ledakan busur dan pengeluaran awal karenanya DC’S Dua kelemahan utama. Pertimbangkan untuk menggunakan tukang las busur AC. Namun, DC’Manfaat untuk beberapa prosedur, seperti pengelasan MIG, jauh lebih besar daripada kelemahan ini.
Las Langgang DC DC memberikan busur yang halus dan dapat dikendalikan dan berkinerja lebih baik dengan bahan tipis. Selain itu, seseorang menerima sedikit percikan; Secara keseluruhan, manik -manik DC “lebih cantik.” Karena faktor -faktor ini, DC sering digunakan dalam tukang las busur, dan banyak pengguna lebih suka AC.
Langganan AC busur terjangkau dan tidak mengizinkan penciptaan medan magnet. Dalam keadaan di mana pukulan busur mungkin digunakan, itu dapat digunakan. Dalam pengaturan seperti galangan kapal, yang sering bekerja dengan bagian -bagian tebal, tukang las AC dipekerjakan karena mereka juga menembus dengan baik.
Keuntungan lain dari AC adalah bahwa ia dapat menangani logam seperti aluminium dengan lapisan oksida yang merepotkan di permukaannya. Osilasi saat ini secara efektif menghilangkan lapisan oksida yang dapat memblokir dan mencegah peleburan fragmen logam.
Apa saja berbagai jenis proses pengelasan busur?
Pengelasan busur datang dalam berbagai bentuk. Memilih teknik pengelasan busur terutama tergantung pada logam. Tinjauan berbagai proses pengelasan busur disediakan di bawah ini:
- Pengelasan busur logam terlindung (SMAW)
Pengelasan busur adalah nama lain untuk pengelasan tongkat atau smaw. Namun, tidak semua tukang las busur adalah tukang las tongkat, meskipun semua tukang las tongkat adalah tukang las busur.
Salah satu teknik pengelasan busur termudah, paling awal, dan paling fleksibel adalah Smaw, yang membuatnya sangat disukai. Elektroda tongkat yang memiliki lapisan fluks di luar digunakan dalam prosedur yang cukup mudah. Fluks melindungi kolam cair dengan bereaksi dengan lasan’S panas tinggi. Ujung elektroda tertutup menyentuh area pengelasan untuk membuat busur, yang kemudian ditarik untuk membuatnya tetap berjalan.
Ujung, lapisan, dan logam semuanya dicairkan oleh panas, membentuk lasan setelah padat padat. Metode ini sering digunakan dalam operasi konstruksi, pembuatan kapal, dan pipa. Tongkatnya adalah bahan pengisi yang dikonsumsi selama proses, seperti MIG atau elektroda inti fluks. Namun, tidak ada umpan elektroda otomatis, tidak seperti GMAW atau FCAW. Oleh karena itu elektroda tongkat harus diubah secara manual saat mereka kehabisan.
Pengelasan MIG dan pengelasan busur fluks adalah proses pengelasan yang sangat mirip. Elektroda adalah kawat yang terus dimakan mesin. Meskipun kawat dikonsumsi selama proses pengelasan, itu masih dapat digunakan sebagai pengisi.
Inti dari elektroda ini berongga, berbeda dengan kawat mig padat, dan sarat dengan fluks dan bahan kimia lainnya. Ini memungkinkan fluks untuk menghasilkan gas pelindung dan terak, yang melindungi lasan saat dipanaskan. Karena ini, tukang las MIG tidak lagi membutuhkan gas botolan.
Elektroda tubular yang diisi dengan fluks digunakan dalam pengelasan busur semacam ini. Busur dilindungi dari udara oleh fluks emisif. Namun, beberapa fluks missive mungkin juga memerlukan gas pelindung.
Karena fcaw’S Laju deposisi logam las yang lebih signifikan, sangat cocok untuk bagian pengelasan padat yang setebal inci atau lebih.
Pengelasan mig atau pengelasan gas inert logam adalah nama lain untuk GMAW. Dengan gas seperti argon, helium, atau campuran gas, pengelasan GMAW atau MIG melindungi busur. Seseorang dapat mengelas banyak lapisan sejak elektroda’ Deoxidizers menghentikan oksidasi. Elektroda untuk itu adalah gulungan kawat yang dimasukkan ke dalam pistol pengelasan.
Kawat ini digunakan di seluruh prosedur pengelasan, memungkinkannya berfungsi sebagai bahan pengisi. Akibatnya, logam yang dilas dan paduan kawat sering dicocokkan. Gas perisai diumpankan ke obor pengelasan selama pengelasan MIG juga. Untuk menggunakan teknik GMAW, orang juga membutuhkan botol gas dan tukang las.
Pendekatan ini memiliki banyak keunggulan, termasuk menjadi mudah, mudah beradaptasi, terjangkau, suhu rendah, dan mudah otomatis. Metode pengelasan ini sering digunakan untuk lembaran dan bagian yang tipis.
Pengelasan busur tungsten gas (sering disebut sebagai “GTAW”) adalah nama lain untuk pengelasan TIG. Pengelasan yang paling menantang sering dianggap sebagai GTAW atau TIG. Elektroda tungsten menghasilkan busur. Gas inert seperti helium, argon, atau kombinasi melindungi perisai. Jika perlu, kabel pengisi dan tambahkan bahan cair. Teknik ini secara signifikan “pembersih” karena itu tidak’t membuat terak, membuatnya sempurna untuk mengelas bahan tipis dan aplikasi di mana estetika penting. Saat pengelasan, elektroda tungsten perlu digunakan. Pengelasan TIG membutuhkan dua tangan, jadi seseorang harus menggunakan yang kedua untuk memberi makan batang pengisi yang berbeda.
Bergantung pada apa yang merupakan pengelasan, kimia atau paduan elektroda tungsten bervariasi. Selain itu, teknik ini membutuhkan latihan yang cukup untuk menyempurnakan dan lebih kompleks untuk dipelajari daripada jenis pengelasan lainnya.
Gas dan elektroda terionisasi digunakan dalam metode pengelasan busur plasma (paw) untuk menghasilkan jet plasma panas yang diarahkan pada area pengelasan.
Teknik ini untuk lasan yang dalam dan tipis hanya karena panasnya jet yang intens. Metode lain yang efektif untuk mempercepat pengelasan adalah pengelasan busur plasma (PAW).
Elektroda ditempatkan di dalam nosel tembaga dengan lubang jarum di ujung obor pengelasan plasma. Elektroda tungsten yang tidak dapat dikonsumsi dan ujung tembaga mulai busur pilot. Akibatnya, plasma diproduksi dengan memanaskan gas pelindung ke suhu yang sangat tinggi.
Plasma ditembak melalui lubang jarum untuk “menembak” di las-ke-weld. Busur menghubungkan elektroda tungsten dan benda kerja logam karena plasma’S Konduktivitas Listrik. Obor memusatkan banyak panas ke ruang kecil dengan menggerakkan plasma melalui aperture kecil. Metode plasma menghasilkan lasan yang signifikan saat digunakan dengan peralatan pengelasan kinerja tinggi. Seseorang mungkin memerlukan batang pengisi tambahan untuk mendapatkan hasil yang diperlukan karena elektroda tidak habis.
Gergaji menggunakan fluks granular untuk membentuk lapisan tebal yang menutupi logam cair selama pengelasan dan menghilangkan percikan api dan percikan. Karena berfungsi sebagai isolator termal, teknik ini memungkinkan penetrasi yang lebih dalam. Lembaran berkecepatan tinggi atau bahkan pengelasan baja pelat adalah penyebab tindakan untuk gergaji. Itu bisa otomatis atau semi-otomatis. Ini hanya berlaku untuk lasan horizontal.
Pengelasan busur terendam menggunakan elektroda kawat yang terus -menerus dikonsumsi di seluruh lasan, seperti GMAW dan FCAW. Tapi lapisan bubuk fluks tebal menutupi kolam las.
Saat cair, lapisan fluks fusible ini berubah menjadi konduktor, menetapkan hubungan listrik yang andal antara logam dan elektroda. Selain itu, fluks menghindari percikan dan percikan. Lapisan fluks’S Layer of Powder Blocks UV Rays and Polutan.
ESW hanya digunakan untuk menyatukan dua komponen yang setidaknya setebal satu inci secara vertikal. Elektroda kawat secara otomatis dipasok ke dalam celah antara komponen tertanam dalam fluks yang mengisi ruang.
Pelat tebal (yang lebih dari 25 mm) dilas dalam satu lintasan menggunakan metode vertikal. ESW membutuhkan busur listrik untuk memulai proses sebelum penambahan fluks mengakhiri busur. Sebuah terak cair terbentuk di atas kumpulan cair karena fluks pencairan saat kawat dikonsumsi dimasukkan ke dalamnya.
Panas diproduksi dengan melelehkan tepi kawat dan pelat melalui terak cair’S resistensi terhadap aliran arus listrik. Mengikuti aliran proses, dua sepatu tembaga terendam di dalam air berhenti meleleh dari melarikan diri.
Kemudian arus mengalir, buat busur. Namun, begitu fluks meleleh, ketahanan listriknya menghasilkan lasan’S panas, sekitar 3.500 ° F.
Ini adalah aplikasi sendi hanya vertikal karena kebutuhan untuk mengisi sambungan dengan fluks dan mempertahankan fluks cair saat pengelasan. Sebelum memulai busur, seseorang harus memasang pendukung, juga dikenal sebagai pelat awal, di bagian bawah sambungan untuk menahan fluks di tempatnya.
Metode unik ini dimaksudkan untuk mengelas pengencang (atau “stud”) ke posisi. Menggunakan pengikat tertentu dengan fungsi elektroda.
Pistol tertentu digunakan untuk memaksa stud ke kolam cair setelah dimasukkan ke dalam busur di pengikat’smah s. Pengikat yang menyatu dengan kuat ke dasar logam adalah hasilnya.
Ferrule spesifik ditempatkan di sekitar lasan untuk memfokuskan panas dan membatasi logam cair, dan aplikasi mungkin atau mungkin tidak memerlukan gas pelindung. Ferrule dilepas dan dibuang setelah lasan selesai.
Untuk apa pengelasan busur digunakan?
Pengelasan busur adalah jenis pengelasan yang paling khas dan sederhana. Akibatnya, ini digunakan di semua sektor bisnis, termasuk manufaktur, minyak dan gas, konstruksi, kedirgantaraan, otomotif, dan banyak lainnya.
Kapal, kapal tertekan, pipa, tangki, kapal, jembatan, kereta api, mobil, peralatan pertanian, patung logam, trailer, dll., hanya beberapa ilustrasi aplikasi.
Pengelasan busur digunakan setiap kali dua komponen logam perlu bergabung karena seberapa cepat dan terjangkau itu dapat dilakukan. Tetapi untuk pekerjaan tertentu, panas yang hebat yang dihasilkan bisa menjadi masalah. Jadi, hanya beberapa proyek yang membutuhkan pengelasan busur.
Pengelasan busur adalah teknik yang digunakan dalam industri kedirgantaraan untuk pekerjaan presisi, penyatuan lembaran logam, dan produksi dan pemeliharaan pesawat terbang. Pengelasan busur digunakan di sektor otomotif untuk bergabung dengan saluran hidrolik dan knalpot. Bahkan antara logam tipis, pengelasan busur dapat membuat koneksi yang kuat.
Pengelasan busur digunakan di sektor konstruksi untuk memastikan koneksi yang tahan lama di bangunan, jembatan, dan infrastruktur lainnya. Sektor listrik dan sektor minyak dan gas adalah bisnis lebih lanjut yang menggunakan pengelasan busur.
Apa kelebihan & kerugian pengelasan busur?
Keuntungan termasuk yang berikut:
- Itu memiliki ketahanan dampak yang kuat.
- Ini menghasilkan laju output yang tinggi (menurunkan biaya per unit las).
- Lasan kuat dan bebas udara yang mulus.
- Mudah digunakan dan dipelajari.
- Dapat bekerja pada peralatan bergerak yang mudah disimpan.
- Itu serbaguna dan cocok untuk berbagai logam.
- Itu sangat terjangkau.
- Itu menghasilkan lasan yang kokoh dan berkualitas tinggi.
- Itu relatif dapat diakses karena tidak diperlukan lisensi atau pelatihan khusus.
Kerugian termasuk yang berikut:
- Ventilasi atau respirator diperlukan untuk asap beracun.
- Limbah yang lebih signifikan daripada dengan metode alternatif.
- Latihan diperlukan untuk mengembangkan tingkat keterampilan yang tinggi.
- Bahan tipis yang terbakar.
Apa jenis batangnya?
Proses busur menggunakan serangkaian batang dengan berbagai kekuatan, kelemahan, dan aplikasi yang dapat mempengaruhi kualitas las. Untuk menyatukan komponen, arus dipasok melalui batang yang terpasang pada peralatan pengelasan.
Elektroda konsumsi ini meleleh dalam beberapa keadaan, seperti dengan Smaw, dan membentuk komponen las. Saat menggunakan TIG, misalnya, batang don’t meleleh karena mereka adalah elektroda yang tidak dapat dikonsumsi.
Secara umum, batang dilapisi, meskipun jenis lapisan spesifik bervariasi. Meskipun ada batang yang tidak dilapisi, mereka jauh lebih jarang, menghasilkan lebih banyak percikan, dan dapat menjadi tantangan untuk mengatur busur. Batang yang dilapisi lebih disukai untuk mengurangi atau sepenuhnya menghilangkan oksida pencemar atau belerang. Ada tiga pelapis yang berbeda: selulosa, mineral, atau campuran keduanya.
Apakah dilapisi atau tidak dilapisi, batang yang tepat harus digunakan untuk menghasilkan lasan yang bersih dan kuat dan memiliki kualitas manik yang sesuai.
Apa aplikasi pengelasan busur?
Berikut ini adalah beberapa contoh aplikasi pengelasan busur:
- Itu digunakan untuk mengelas lembaran logam.
- Itu populer digunakan untuk bergabung dengan logam tipis, baik besi maupun non-ferro.
- Dirancang untuk bejana tekanan dan tekanan.
- Digunakan untuk kemajuan dalam pipa industri.
- Digunakan di industri mobil dan perabot rumah tangga
- Sangat digunakan dalam industri yang melakukan pembuatan kapal.
- Digunakan dalam produksi kereta api, restorasi bodi mobil, dan pesawat terbang & dirgantara.
- Konstruksi, otomotif, mekanik, dan industri lainnya.
- Gas dalam industri kedirgantaraan, pengelasan busur tungsten bergabung dengan berbagai komponen, seperti lembaran logam.
- Proses pengelasan ini digunakan untuk memperbaiki alat, mati, dan logam yang terbuat dari magnesium dan aluminium.
- GTAW terutama digunakan di sektor fabrikasi untuk mengelas benda kerja tipis, terutama logam non-ferrous.
- Saat korosi yang parah dan resistensi retak jangka panjang diperlukan, pengelasan GTAW digunakan.
- Itu digunakan dalam pembangunan pesawat ruang angkasa.
- Ini dapat digunakan dalam industri sepeda untuk mengelas tabung dinding tipis dan bagian berdiameter kecil.
PipingMart adalah B2B Portal yang berspesialisasi dalam produk industri, logam dan perpipaan. Juga, bagikan informasi terbaru dan berita terkait dengan produk, bahan, dan nilai jenis yang berbeda untuk membantu transaksi bisnis di industri ini.