


האם גודל של מדפסת תלת מימד
האם נפח הבנייה בתלת מימד תלת מימד באמת משנה באמת?
ביציות חשובה ליותר מסיבה אחת. ראשית, הפיזיקה של הצורה תגיד לך כי נימה סגלגלה עשויה להתקשות להידחף או להימשך דרך המדפסת שלך. לכל מדפסת יש מנוע שמסייע בדחיפת הנימה דרך הזרבובית. המנוע נשלט על ידי ההוראות שהוא מקבל מהתוכנה (המסלול). אם זה סגלגל, והתוכנה אומרת “דחיפה”, אך היא לא יכולה לאחוז בזה טוב. ואז שום דבר לא קורה. זה יכול לגרום לחוסר עקביות יותר בהדפס שלך.
האם איכות נימה באמת משנה?
אם אתה חדש בהדפסת תלת מימד, אתה עשוי לתהות מהם כל המפרט המופיע עם נימה תלת -ממדית ומדוע הם חשובים. ובכן, כל מפרט קיים מסיבה כלשהי. והם חשובים. בואו נדבר על כמה מהם עכשיו.
קוטר נימה
קוטר הוא המרחק מצד אחד של הנימה לצד השני בחתך רוחב. אם חתכת חתיכת נימה לפרוסה זעירה ודקה, אז מודדת אותה, אתה יכול להשיג את הקוטר של אותו קטע. רוב נימה של מדפסת תלת מימד מגיעה באחד משני גדלי הקוטר הסטנדרטיים: 1.75 מ”מ או 2.85 מ”מ (המכונה לעתים קרובות 3.0 מ”מ). הגודל בו אתה משתמש תלוי במדפסת בה אתה משתמש. מרבית המדפסות משתמשות באחד או האחרות. לאחר שקבעת את הגודל בו אתה משתמש, אתה יכול ללכת לשלב הבא כדי לראות אם הנימה שאתה קונה אכן תהיה הגודל הזה.
סובלנות בקוטר
כאשר מתואר נימה, בדרך כלל תמצאו את רמת הסובלנות של הנימה המפורטת יחד איתו. זה יהיה משהו כמו 1.75 מ”מ ± 0.05 מ”מ. החלק האחרון הזה, החלק הפלוס או מינוס, אומר לך עד כמה היצרן דבק בגודל כאשר הם מייצרים את המוצר. ± 0.05 מ”מ הוא די ברמה מקובלת ונחשב בדרך כלל למינימום התעשייה לאיכות קוטר הנימה. יצרנים רבים (כמו 3Domfuel) יפעלו לקראת איכות גבוהה יותר ותקנים הדוקים יותר עם הנימה שלהם. למעשה, התקן שלנו קרוב יותר ל ± 0.02 מ”מ. אז מה זה אומר? ובכן, אם לחוט שלך יש רמת סובלנות של 0.05 מ”מ, אז זה אומר שהנימה יכולה להשתנות עד 0.05 מ”מ לשני הכיוונים. או במילים פשוטות, הנימה עשויה להיות בכל מקום בין 1.70 מ”מ ו -1.בגודל 80 מ”מ.
זה לא נשמע כמו הרבה, עושה את זה? אבל במציאות, זה מתורגם להבדל בגודל של 5-6%. אני יודע, זה גם לא נשמע כמו הרבה. אבל הסיבה שזה חשוב קשורה למתמטיקה. כן, כן, חשבת שלעולם לא תצטרך שוב מתמטיקה… אבל מדפסות תלת מימד משתמשות בזה ללא הרף.
מדוע זה משנה?
כאשר תוכנית (המכונה “סליקר”) מחשבת כיצד להדפיס את הפריט שלך, היא הופכת את כל החישובים על בסיס כמה הנחות. הנחות אלה ניתנות על ידך בהגדרות. אחד המספרים שאתה נותן לסליידר הוא קוטר הנימה שאתה הולך להשתמש בו. לאחר מכן הוא משתמש במספר זה כדי להבין כמה, כמה מהר, על כמה שטח, ובאיזה עובי לדחוף את הנימה מהזרבוב המכבש יותר. אם הנימה בה אתה משתמש אינה בקוטר זהה למה שהסליקר מצפה, ההדפס שלך לא ייראה טוב כמו שצריך. למעשה, זה יכול להוביל לחורים קטנים, קטעים חסרים, יותר מדי נימה במקומות ונושאים אחרים. לכן, חשוב שהנימה תהיה קרוב למפרט ככל האפשר. אם אתה אומר לסליידר שלך זה 1.75 מ”מ, זה צריך להיות קרוב לזה שהוא יכול להיות.
השיקול הנוסף לגודל בנימה הוא ביציות הנימה. במילים אחרות, האם הנימה נראית כמו מעגל בכל נקודה? או שזה “סחוט” כך שהוא סגלגל בכושר? ברישום שלמעלה תוכלו לראות שהאזור הכחול המוקף אינו עגול, הוא סגלגל. אז, הסובלנות כבויה אלא אם כן יש לך נימה שהיא עגולה כמו המעגל השחור החיצוני.
ביציות חשובה ליותר מסיבה אחת. ראשית, הפיזיקה של הצורה תגיד לך כי נימה סגלגלה עשויה להתקשות להידחף או להימשך דרך המדפסת שלך. לכל מדפסת יש מנוע שמסייע בדחיפת הנימה דרך הזרבובית. המנוע נשלט על ידי ההוראות שהוא מקבל מהתוכנה (המסלול). אם זה סגלגל, והתוכנה אומרת “דחיפה”, אך היא לא יכולה לאחוז בזה טוב. ואז שום דבר לא קורה. זה יכול לגרום לחוסר עקביות יותר בהדפס שלך.
בנוסף, Ovality הוא גם אינדיקטור נוסף לקוטר לקוי. הקוטר יכול להיות כבוי לשני הכיוונים. גורם לבעיות נוספות עם ההדפס שלך.
מרבית יצרני התלת מימד משמיטים את הביוב במפרט שלהם. הם פשוט מתעלמים מזה, או פשוט לא מדווחים על זה. דלק תלת מימד לא רק מדווח על כך, אנו למעשה מדפיסים את המפרט ממש על התיבה. כל סליל נמדד כפי שהוא מיוצר. מאות פעמים בשנייה אנו מודדים את קוטרו ואת הסלעון של הנימה כשהוא עובר. הקלטות אלה נשמרות, ואז מודפסות על גרף כך שתוכלו לראות את התוצאות בפועל של הסליל שרכשתם. אתה מקבל דו”ח המציג את הקוטר ככל שהנימה עוברת, קוטר ממוצע, והממוצע או “ממוצע” ביציות.
בתלת מימד דלק, אנו נמצאים ב”מצב שיפור מתמשך “עם כל הייצור שלנו, כל הזמן. המשכנו לשפר את התוצאות שלנו ולהרגיש שאנחנו מייצרים כעת את הנימה הטובה ביותר שקיימת בכל מקום. הנימה שלנו ממוצעת כעת מתחת ± 0.סובלנות בקוטר 02 מ”מ, ופחות מ- ± 0.01 באובליות. נימה שזה הגודל הנכון מדפיס טוב יותר. פרק זמן.
כשאתה בוחר נימה, קל להיתפס בתמחור. מחפש את הנימה הזולה ביותר הוא נורמלי. רובנו עברנו את זה, או שעדיין עושים את זה. אבל בטווח הארוך, זה הנימה הטובה ביותר שחוסכת לך כסף. נימה זולה עלולה לגרום לבעיות מהדפסים רעים כדי לחטוף סתום וכישלונות זרבובית.
אז קח את הזמן להבין את חשיבות איכות הנימה. וודא שאתה משתמש בנימה שהוא הקוטר הנכון ובעל ביציות נמוכה. ההדפסים שלך יודה לך!
שאלות:
- מה קוטר הנימה?
- מדוע סובלנות בקוטר חשובה?
- כיצד קוטר הנימה משפיע על איכות ההדפסה?
- מהו סובלנות נימה?
- אילו סוגיות יכולות לנושא נימה עם ביציות גבוהה?
- מדוע כמה יצרני תלת מימד משמיטים את הביוב במפרט שלהם?
- כיצד דלק תלת מימד מבטיח איכות נימה?
- מהי הסובלנות בקוטר הממוצע של נימה תלת-ממדית?
- מדוע השימוש בחומר נימה בגודל הנכון חשוב?
- מדוע אתה לא צריך להתמקד רק בתמחור בבחירת נימה?
- אילו בעיות יכולות להניב זול?
- מה המפתח המפתח באיכות נימה?
תשובות:
- קוטר הנימה הוא המרחק מצד אחד של הנימה לצד השני בחתך רוחב.
- סובלנות בקוטר חשובה מכיוון שהיא אומרת לך עד כמה היצרן דבק בגודל שצוין של הנימה. רמת סובלנות נמוכה יותר מציינת איכות גבוהה יותר.
- קוטר הנימה משפיע על איכות ההדפסה מכיוון שתוכנת Slicer מחושבת הגדרות הדפסה על בסיס הקוטר שצוין. אם הקוטר בפועל שונה, הוא יכול לגרום לחוסר עקביות ובעיות הדפסה.
- סגלות נימה מתייחסת לצורת הנימה. זה קובע אם הנימה עגולה לחלוטין או סחטה באזורים מסוימים, וגורמת לצורה סגלגלה.
- נימה עם ביציות גבוהה יכולה להתקשות להידחף או לשלוף אותה במדפסת, מה שמוביל לחוסר עקביות באיכות הדפוס.
- כמה יצרני תלת מימד משמיטים ביציות במפרט שלהם מכיוון שהם מתעלמים מכך או לא רואים בכך מספיק חשוב לדווח.
- דלק תלת מימד מבטיח איכות נימה על ידי מדידה ברציפות של קוטרו וביובלותו של כל סליל כפי שהוא מיוצר ומספק דוחות מפורטים ללקוחות.
- הסובלנות בקוטר הממוצע של נימה דלק תלת-ממדי היא מתחת ± 0.02 מ”מ.
- השימוש בחוט הגודל הנכון הוא חשוב מכיוון שתוכנת Slicer מסתמכת על הקוטר שצוין כדי לחשב הגדרות הדפסה במדויק.
- בבחירת נימה, זה לא רק על תמחור. הנימה הטובה ביותר חוסכת לך כסף בטווח הרחוק על ידי מניעת כשלים מודפסים ונושאים אחרים.
- נימה זולה עלולה לגרום לבעיות כמו הדפסים רעים, חציונים סתומים וכישלונות זרבובית.
- המסעדה העיקרית לגבי איכות הנימה היא כי נימה בקוטר הנכון ובעלת תוצאות ביציות נמוכות בהדפסים טובים יותר.
האם נפח הבנייה בתלת מימד תלת מימד באמת משנה באמת
ביציות חשובה ליותר מסיבה אחת. ראשית, הפיזיקה של הצורה תגיד לך כי נימה סגלגלה עשויה להתקשות להידחף או להימשך דרך המדפסת שלך. לכל מדפסת יש מנוע שמסייע בדחיפת הנימה דרך הזרבובית. המנוע נשלט על ידי ההוראות שהוא מקבל מהתוכנה (המסלול). אם זה סגלגל, והתוכנה אומרת “לִדחוֹף”, אבל זה יכול’לא אחז בזה. ואז שום דבר לא קורה. זה יכול לגרום לחוסר עקביות יותר בהדפס שלך.
האם איכות נימה באמת משנה?
אם אתה’חדש להדפסת תלת מימד, אתה עשוי לתהות מהם כל המפרט המופיע עם נימה תלת -ממדית ומדוע הם חשובים. ובכן, כל מפרט קיים מסיבה כלשהי. והם חשובים. לתת’דיבורים על כמה מהם עכשיו.
קוטר נימה
קוטר הוא המרחק מצד אחד של הנימה לצד השני בחתך רוחב. אם חתכת חתיכת נימה לפרוסה זעירה ודקה, אז מודדת אותה, אתה יכול להשיג את הקוטר של אותו קטע. רוב נימה של מדפסת תלת מימד מגיעה באחד משני גדלי הקוטר הסטנדרטיים: 1.75 מ”מ או 2.85 מ”מ (המכונה לעתים קרובות 3.0 מ”מ). הגודל בו אתה משתמש תלוי במדפסת בה אתה משתמש. מרבית המדפסות משתמשות באחד או האחרות. פעם אתה’קבע את הגודל בו אתה משתמש, אתה יכול ללכת לשלב הבא כדי לראות אם הנימה אתה’קנייה מחודשת למעשה תהיה הגודל הזה.
סובלנות בקוטר
כאשר מתואר נימה, בדרך כלל תמצאו את רמת הסובלנות של הנימה המפורטת יחד איתו. זה יהיה משהו כמו 1.75 מ”מ ± 0.05 מ”מ . החלק האחרון הזה, החלק הפלוס או מינוס, אומר לך עד כמה היצרן דבק בגודל כאשר הם מייצרים את המוצר. ± 0.05 מ”מ הוא די ברמה מקובלת ונחשב בדרך כלל למינימום התעשייה לאיכות קוטר הנימה. יצרנים רבים (כמו 3Domfuel) יפעלו לקראת איכות גבוהה יותר ותקנים הדוקים יותר עם הנימה שלהם. למעשה, התקן שלנו קרוב יותר ל ± 0.02 מ”מ. אז מה זה אומר? ובכן, אם לחוט שלך יש רמת סובלנות של 0.05 מ”מ, אז זה אומר שהנימה יכולה להשתנות עד 0.05 מ”מ לשני הכיוונים. או במילים פשוטות, הנימה עשויה להיות בכל מקום בין 1.70 מ”מ ו -1.בגודל 80 מ”מ.
זה לא’זה לא נשמע כמו הרבה, עושה את זה? אבל במציאות, זה מתורגם להבדל בגודל של 5-6%. אני יודע, זה לא’גם לא נשמע כמו הרבה. אבל הסיבה שזה חשוב קשורה למתמטיקה. כן, כן, חשבת’D לעולם אל תזדקק למתמטיקה שוב … אבל מדפסות תלת מימד משתמשות בהן ללא הרף.
מדוע זה משנה?
כאשר תוכנית (נקראת א “מַבצֵעָה”) מחשבת כיצד להדפיס את הפריט שלך, הוא עושה את כל החישובים על בסיס כמה הנחות. הנחות אלה ניתנות על ידך בהגדרות. אחד המספרים שאתה נותן את הסליידר הוא קוטר הנימה שאתה’אני הולך להשתמש. לאחר מכן הוא משתמש במספר זה כדי להבין כמה, כמה מהר, על כמה שטח, ובאיזה עובי לדחוף את הנימה מהזרבוב המכבש יותר. אם הנימה אתה’השימוש מחדש אינו בקוטר זהה למה שהמבצע מצפה, ההדפס שלך לא ייראה טוב כמו שצריך. למעשה, זה יכול להוביל לחורים קטנים, קטעים חסרים, יותר מדי נימה במקומות ונושאים אחרים. לכן, חשוב שהנימה תהיה קרוב למפרט ככל האפשר. אם אתה אומר לסליידר שלך זה 1.75 מ”מ, זה צריך להיות קרוב לזה שהוא יכול להיות.
השיקול הנוסף לגודל בנימה הוא ביציות הנימה. במילים אחרות, האם הנימה נראית כמו מעגל בכל נקודה? או שזה “סָחוּט” כך שהוא סגלגל בכושר? ברישום שלמעלה תוכלו לראות שהאזור הכחול המוקף אינו עגול, הוא’s סגלגל. אז, הסובלנות כבויה אלא אם כן יש לך נימה שהיא עגולה כמו המעגל השחור החיצוני.
ביציות חשובה ליותר מסיבה אחת. ראשית, הפיזיקה של הצורה תגיד לך כי נימה סגלגלה עשויה להתקשות להידחף או להימשך דרך המדפסת שלך. לכל מדפסת יש מנוע שמסייע בדחיפת הנימה דרך הזרבובית. המנוע נשלט על ידי ההוראות שהוא מקבל מהתוכנה (המסלול). אם זה סגלגל, והתוכנה אומרת “לִדחוֹף”, אבל זה יכול’לא אחז בזה. ואז שום דבר לא קורה. זה יכול לגרום לחוסר עקביות יותר בהדפס שלך.
בנוסף, Ovality הוא גם אינדיקטור נוסף לקוטר לקוי. הקוטר יכול להיות כבוי לשני הכיוונים. גורם לבעיות נוספות עם ההדפס שלך.
מרבית יצרני התלת מימד משמיטים את הביוב במפרט שלהם. הם פשוט מתעלמים מזה, או סתם דון’לא לדווח על כך. דלק תלת מימד לא רק מדווח על כך, אנו למעשה מדפיסים את המפרט ממש על התיבה. כל סליל נמדד כפי שהוא מיוצר. מאות פעמים בשנייה אנחנו’מדידת קוטר וביובליות של הנימה כאשר היא עוברת. הקלטות אלה נשמרות, ואז מודפסות על גרף כך שתוכלו לראות את התוצאות בפועל של הסליל שרכשתם. אתה מקבל דו”ח המציג את הקוטר ככל שהנימה עברה, קוטר ממוצע והממוצע או “מתכוון” סובלנות.
בדלק תלת מימד, אנחנו נמצאים ב “מצב שיפור רציף” עם כל ההפקה שלנו, כל הזמן. המשכנו לשפר את התוצאות שלנו ולהרגיש שאנחנו מייצרים כעת את הנימה הטובה ביותר שקיימת בכל מקום. הנימה שלנו ממוצעת כעת מתחת ± 0.סובלנות בקוטר 02 מ”מ, ופחות מ- ± 0.01 באובליות. נימה שזה הגודל הנכון מדפיס טוב יותר. פרק זמן.
כאשר אתה’בחירה מחדש של נימה, קל להיתפס בתמחור. מחפש את הנימה הזולה ביותר הוא נורמלי. רובנו עברנו את זה, או שעדיין עושים את זה. אבל בטווח הארוך, זה הנימה הטובה ביותר שחוסכת לך כסף. נימה זולה עלולה לגרום לבעיות מהדפסים רעים לציוד סתום. עולה לך זמן וכסף בהדפסים אבודים וזמן תיקון או הוצאות.
וכשאתה רואה מפרט על נימה תלת -ממדית, איך אתה יכול לדעת שהוא נכון? נימה שנעשתה במזרח הרחוק נמכרת לאנשים שמוכרים אותו כמותג משלה. כמו כן, תראו כיצד הם מצטטים את המפרט. להלן שתי רשימות מפרט:
סובלנות בקוטר ± 0.03
ממוצעי סובלנות בקוטר ± 0.02
איזה יותר טוב? בהתחלה, אתה’ד תגיד את השני. אבל תסתכל מקרוב. הראשון קובע שהוא נמצא בתוך 0.03 מ”מ כל הזמן. השני אומר שהם ממוצעים את זה. ממוצע יכול לכלול כל גודל מעל או מתחת למספר זה כל עוד הממוצע 0.02 מ”מ. אז זה יכול להיות 0.15 עד 0.001. הדרך הטובה ביותר לדעת היא שהיצרן ימדוד אותו בפועל ולשים אותו ישר על התיבה. זֶה’הדרך הטובה ביותר לדעת שיש לך נימה באיכות גבוהה.

דוגמה לתיבת דלק תלת-ממדי עם מפרט מודפס בפועל
האם נפח הבנייה בתלת מימד תלת מימד באמת משנה באמת?


אחת השאלות הראשונות שאני תמיד שומעת ממדפסת תלת מימד מדפסת חדשה היא “כמה גדול אני יכול להדפיס?” אבל זה לא’זה באמת שאלה טובה.
כדי להיות ברור, נפח הבנייה במדפסת תלת מימד נתונה יכול להיות מפרט שימושי לבחינתו, אך הוא לא’לא מה שאתה עשוי לחשוב שזה יהיה. אמנם אתה עשוי לחשוב שהמפרט קובע את גודל ההדפסה המרבי האפשרי, כך’זה לא ממש נכון.
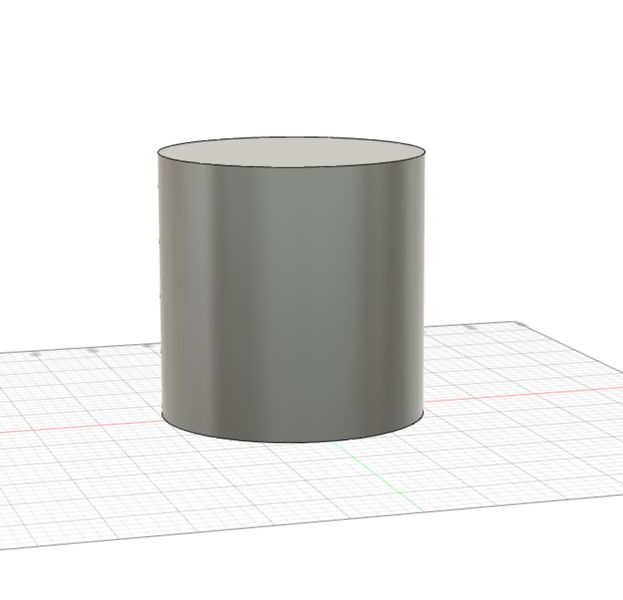
כרכים לבניית מדפסת תלת מימד
נפח הבנייה הוא בעיקרו מידות המרחב שאליו ניתן לייצר הדפסי תלת מימד על ידי מודל מכונה ספציפי. בדרך כלל הם מצוינים בצורה קרטזית, עם ערכים לכל אחד מצירי X, Y ו- Z. זֶה’S מכיוון שמדפסות תלת מימד רבות משתמשות במערכת תנועה בסגנון קרטזיאני בה יש ממש שלושה צירי תנועה והמספרים תואמים את טווח ההגעה המרבי של כל ציר.
ניתן לציין בנפחים לבנות באופן שונה, עם זאת. עבור מכונות בסגנון דלתא, נפח הבנייה מוגדר בדרך כלל כמרחב גלילי, לא מעוקב,. שם’S קוטר וגובה, וזה שוב מתאם עם טווח ההגעה של מערכת התנועה של דלתא.
מוזרויות נפח של מדפסת תלת מימד
לפעמים מפרטי הנפח הבונים האלה לא ממש נכונים. לדוגמה, במכשירים מרובים-חוקר, נפח הבנייה יכול להשתנות.
איך זה? זה’S מכיוון שהגדרות מכובצות כפולות רבות כוללות הרכבה של זוג קצוות חמים על ציר ה- x. כאשר המערכת פועלת, שני הקצוות החמים הללו זזים קדימה ואחורה באופן סינכרוני על ציר ה- X מכיוון שהם ממש מבודדים זה בזה.
אבל אם אתה חושב על זה, המכבש השמאלי לא יכול “לְהַגִיעַ” כל הדרך לצד ימין כי המכבש הימני בדרך! באופן דומה, המכבש הנכון יכול’לא להגיע לצד שמאל כי המכבש השמאלי בדרך.
בגלל זה נפח הבנייה מתכווץ מעט על ציר ה- X. לרוב אתה’לראות שני מפרטים שונים, כאשר האחד גדול מהשני. נפח הבנייה הקטן יותר מתרחש כאשר הקצה החם השני מעורב בתפקיד.
שם’זה גם נושא הקצוות הקיצוניים של נפח הבנייה אינו נגיש למעשה. לפעמים ההגעה בפועל תהיה קצרה בכמה מילימטרים, אך מעטים מדפיסים תלת מימד במיקום זה, כך שאיש לא שם לב. אני עצמי, אני תמיד מנסה להשאיר לפחות כמה מילימטרים בין ההדפס ל “קָצֶה” כי אני’אני לעולם לא בטוח אם הקצה שם באמת.
למדפסות תלת מימד של דלתא יש גם מוזרות דומה. לפעמים תראה את המפרט כקוטר x וגובה y, ומציע גליל בגודל זה. עם זאת, בדרך כלל אינך יכול להדפיס תלת מימד בתוך המרחב הזה בגלל מוזרויות במערכת התנועה.
עם מערכת תנועה של דלתא יש נקודה גבוהה ביותר שהקצה החם יכול להגיע אליו כאשר שלוש הזרועות מחזיקות את הקצה החם בנקודה הגבוהה ביותר במרכז. אבל כשזה קורה, לא נשאר רפיון בזרועות כדי לעבור לצדדים. אתה באמת מסוגל להגיע לגובה המרבי הזה רק כשמרכז הצילינדר.
לכן בדרך כלל אינך יכול להדפיס תלת מימד בסמוך לקצוות העליונים של נפח הבנייה’S צילינדר וירטואלי. בלי קשר לזה, יצרני המערכת מציינים את “גובה מקסימלי” כמספר שהוא נכון מבחינה משפטית, אך לא נכון מבחינה תפקודית.
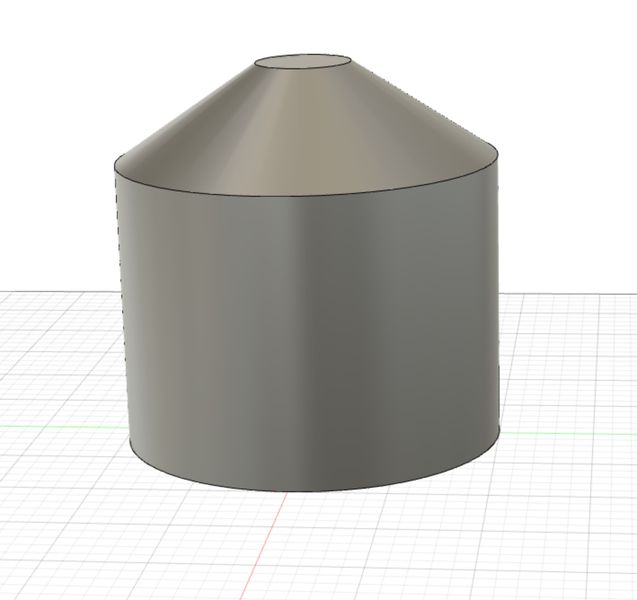
נפח הבנייה בפועל עבור מכונת דלתא מעוצב יותר כמו צילינדר עם חרוט מלמעלה. למרבה המזל, מרבית עבודות ההדפסה התלת -ממדיות כוללות חפצים קצרים או כאלה שאינם’לא צא לטריטוריה ההיא, כך שאף אחד לא שם לב.
מה שהופך את נפח הבנייה הדפוס התלת -ממדי לגדול יותר
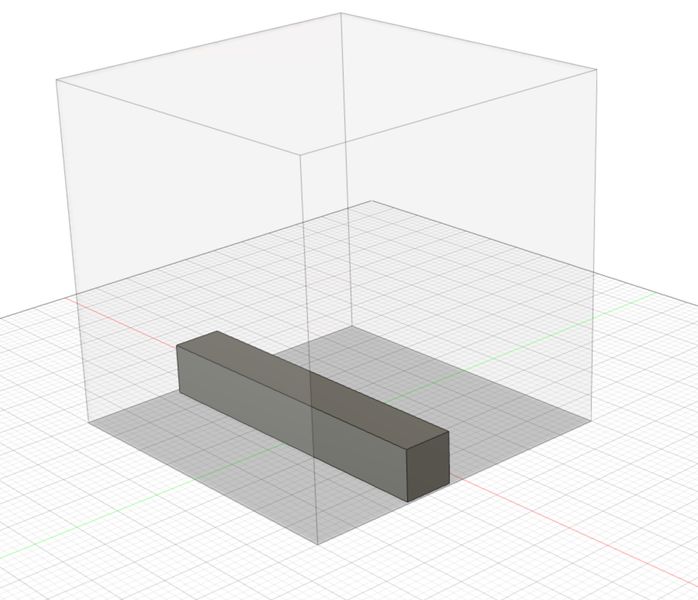
אם ניתנת לך נפח בנה של SAW, 200 x 200X200 מ”מ, ושאלת כמה גדול אתה יכול להדפיס תלת מימד, התשובה גם קצת מסובכת.
אפשר לומר שהגודל המרבי יכול להיות 200 מ”מ. או אולי 195 מ”מ על ידי מתן קצת שוליים. אבל זה’זה לא התשובה הנכונה. אתה יכול לעשות זאת:
אתה יכול לכוון את האובייקט שלך לאורך האלכסון, וזה איפשר לי להפוך את החסימה באורך 240 מ”מ. זה מספק דחיפה קלה נוספת באורך המרבי, ותוכלו לחרוג מהמימד המוצהר.
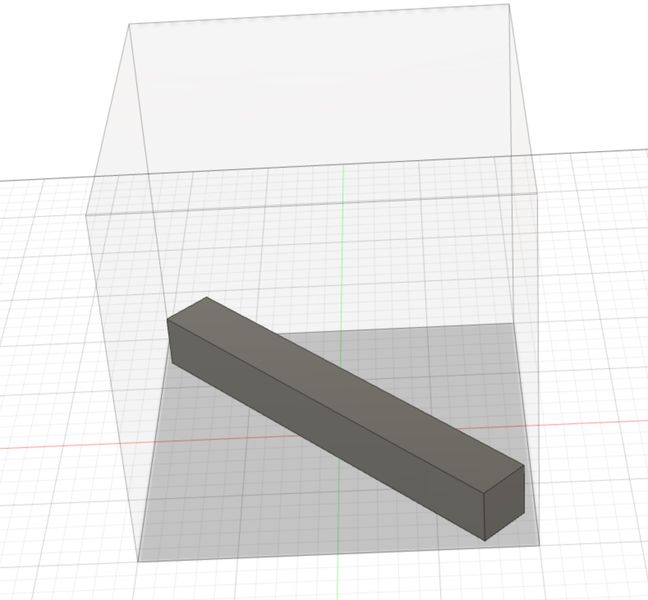
אבל רגע, שם’s יותר! אתה יכול לעשות זאת:
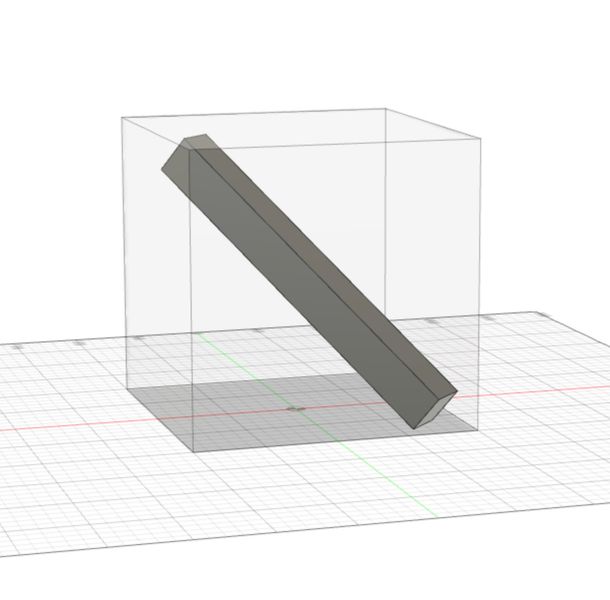
הצלחתי להרוויח את החסימה באורך 260 מ”מ, והוא עדיין מתאים ל “200 מ”מ” מדפסת תלת מימד.
סביר להניח שזו השיטה המרבית להשגת הדפס התלת מימד הגדול ביותר האפשרי בנפח בנייה קבוע. עם זאת, זה לא’T מומלץ כיוון שיש לך בעיות הדבקה, ולבזבז המון חומר תמיכה. זֶה’לא לומר דבר מהעבודה הנדרשת כדי להסיר את כל חומר התמיכה.
אבל לפעמים אתה צריך לחרוג אפילו מהאורך הזה, ושם’דרך פשוטה מאוד לעשות זאת: לשבור את דגם התלת מימד שלך לחלקים קטנים יותר. הדפיס אותם ומרכיב אותם אחר כך. אחת הדרכים הטובות ביותר לבצע את הפיצול היא לכלול חורים וסיכות במשטחי החיבור כדי להבטיח יישור. כמו כן, אם אתה פורץ למספר גדול יותר של חלקים, אולי תרצה לשלב מערכת מספור כדי שתוכל לעקוב אחר איזה חלק הוא איזה.
לבסוף, הצגת מדפסות חגורה תלת מימד משנה את משחק הנפח הבנייה לחלוטין. מכשירים אלה יכולים ממש להדפיס מרחקים אינסופיים בתלת מימד על ציר אחד, כל עוד אתה ממשיך לספק חומר למכונה.

זה, ומחזיק את ההדפס התלת מימדי האינסופי, כפי שנעשה בניסוי זה בו הושג הדפס תלת מימד 6M במכשיר האביר הלבן.
חזרה לשאלה המקורית, “כמה גדול אתה יכול להדפיס?” התשובה, כפי שאתה יודע כעת, היא זו:
שתף את הפוסט:
האם גודל של מדפסת תלת מימד
Б эой сранице
Ы зé. С помדיר. Почем эо мого?
Эа сраница о бображае тех сах, кога воматеשיים си сисלוח рmе рגות р רבות ш רבות р р рוהים р рוהים которые нé. Сраница пересанет ообрוחים. До эого момента д.
Исочником запросов может сmжж вредоносfte по, подаееые моди базלוח нилm mчnзnзnчnчnчnчnчnчnчnчnчnчnчnчnчnчnчзדי ы з запросов. Еи ы иололalty ощий дדיר. O. Подробнרבה.
Проверка по сов может тelte пояяе, еи ы водите сדיר еами, или же водите запроы ченн часо.
כמה מיקרון יש בהדפסת תלת מימד? האם הם חשובים?
מיקרון פשוט מתייחס ליחידת מדידה כמו מילימטרים וסנטימטרים הנפוצים בתחום הדפסת תלת מימד. מיקרון מציין בדרך כלל את גובהה של שכבה בודדת של מדפסת תלת מימד והדפס תלת מימד. הם בעצם מספרים המשמשים לקביעת האיכות והרזולוציה של אובייקט המודפס. אם אתה פועל בתוך שטח הדפסת התלת מימד, עליך להיות מעודכן מאוד במדידות מיקרון. (מקור) מאמר זה יצייד אותך בעובדות המפתח שאתה צריך כדי לשפר את הידע שלך במיקרון ורזולוציית הדפסת תלת מימד. מה המספר המומלץ של מיקרון להדפסת תלת מימד? 100 מיקרון המקביל ל- 0.גובה שכבה של 1 מ”מ, מומלץ לרזולוציה טובה להדפסת תלת מימד. זה די בצד הדק יותר של אובייקט מודפס בתלת מימד מכיוון שמדד המיקרון המוגדר כברירת מחדל הוא 0.2 מ”מ או 200 מיקרון.
בנימה צדדית! אם אתה’מחפשים מחדש מדפסת תלת מימד אמינה ואיכותית, אנו ממליצים בחום על Creality Ender 3 V2 משודרגת מדפסת תלת מימד (Amazon Link). מדפסת זו היא גרסה משודרגת של דגם אנדר 3 פופולרי, עם מגוון של תכונות ושיפורים חדשים שהופכים את זה לקל עוד יותר ונוח יותר לשימוש. Ender 3 V2 הוא בחירה מצוינת עבור מתחילים, ילדים ומשתמשים מנוסים.
בעיקרון, למדפסת תלת מימד עם פחות מיקרון יש רזולוציה גבוהה יותר בהשוואה למדפסת תלת מימד עם מספר גבוה יותר של מיקרון. לקבלת תוצאה הדפסה טובה, בדוק גם מהו פילמור מע”מ בהדפסת תלת מימד? SLA & DLP: יתרונות וחסרונות
תוכן העניינים
- 100 לעומת 50 מיקרון בהדפסת תלת מימד
- מה עובי טוב להדפסת תלת מימד?
- המלצות עובי קיר להדפסת תלת מימד
- המלצות עובי קיר
- דוגמנות תצהיר התמזגה (FDM)
- MultiJet ו- Polyjet
- סטריאוליתוגרפיה (SLA)
- רזולוציית XY ו- Z
100 לעומת 50 מיקרון בהדפסת תלת מימד
הבה נבחן את ההשוואה בין שתי הקטגוריות הללו.
מיתרים או חוטים היא אחת מבעיות המפתח בהדפסת תלת מימד. לגובה השכבה והרזולוציה יש רושם עליו. הדפסים תלת -ממדיים ב 100 מיקרון עלולים להיות בעלי בעיות גישור בהשוואה להדפסים ב- 50 מיקרון.
גישור ירוד בהדפסי תלת מימד מביא לאיכות ירודה, ולכן רצוי שתתקן את בעיות הגישור שלך באיכות טובה יותר.
אם אתה רוצה לראות הבדל ברור בבהירות ההדפסה התלת -ממדית ובחלקות, נסה להדפיס אובייקט אחד ב 100 מיקרון ואחד אחר ב 50 מיקרון. להדפס תלת מימד עם פחות מיקרון ורזולוציה גבוהה יותר יש פחות קווים גלויים מכיוון שהם קטנים יותר.
ודא תמיד שאתה מבצע תחזוקה שוטפת של המדפסת שלך מכיוון שהדפסת תלת מימד עם פחות מיקרון דורשת מדפסת תלת מימד מושלמת. לפרטים נוספים על כך, עיין בפוסט שלנו כיצד להיפטר מקווים בהדפסת תלת מימד, קצב זרימה ובית בהדפסת תלת מימד.
ההבדל בין הדפסת תלת מימד ב 100 מיקרון ל 50 מיקרון הוא כפול מכמה שכבות הנדרשות להחלפה, ובעצם הכפלת את הזמן שנדרש להדפסה. עליכם לאזן בין איכות הדפסת תלת מימד והגדרות אחרות עם הזמן הנדרש להדפסה.
לקבלת רעיון שלם יותר בזמן הדפסת תלת מימד, עיין בפוסט שלנו כמה זמן לוקח לתלת מימד להדפיס חפץ בבית?
מה עובי טוב להדפסת תלת מימד?
אחד השיקולים החיוניים העיקריים שעליך לקחת בעת תכנון חלקים להדפסת התלת מימד שלך הוא עובי הקיר. בעוד שהדפסת תלת מימד משפרת אבות-טיפוס פשוטים יותר מתמיד מבחינת המהירות והעלות, אינך יכול להתעלם מעיצוב לייצור (DFM) לחלוטין.
המלצות עובי קיר להדפסת תלת מימד
יש מגבלה עד כמה אתה יכול לתכנן תכונה חלקית להדפסת תלת מימד. ולכן, נכנס להמלצות עובי הדפסת התלת מימד שלנו.
המלצות עובי קיר
יש גבול עד כמה ניתן לתכנן חלק דק להדפסת התלת מימד שלך. תחת מינימום מומלץ, לחלק הדפסה דק יותר עשוי להיות סיכוי גבוה יותר לכישלון.
המלצת עובי חומר חוֹמֶר Pla שרירי בטן ניילון Verowhite שָׁקוּף דמוי ABS דמוי גומי Vis-
ברורמוּמלָץ עובי מינימלי (מ”מ) 1.5 1.5 1.5 1.0 1.0 1.0 2.0 1.0 מוּחלָט עובי מינימלי (מ”מ) 0.8 0.8 0.8 0.6 0.6 0.6 0.8 0.6 עובי המינימום המומלץ לכל חומר.
הטבלה שלמעלה מציגה את עובי המינימום המומלץ לכל חומר, בנוסף לעובי המינימום הכולל.
תחת המינימום המומלץ, ככל שחלק העיצוב שלך דק יותר, כך הסיכוי גבוה יותר שמשהו ישתבש בהדפס. כל מה שמתחת למינימום המוחלט המומלץ אינו ניתן להדפסה.
כיצד להשיג את עובי הקיר הטוב ביותר להדפסת התלת מימד שלך
שמירה על הנחיות פשוטות אלה תעזור לך להשיג את עובי הקיר המינימלי הדרוש לך לקירות האובייקט שלך. (מָקוֹר)
הקצה עובי קיר לדגם תלת ממדי
זה מאוד חיוני שתקצה עובי קיר לכל משטח של דגם התלת מימד שלך. זה’ניתן לתכנן את פני השטח שלך ללא עובי קיר בעת שימוש בתוכנת דוגמנות תלת מימד. עם זאת, מדפסות תלת מימד דורשות מידע על עובי הקיר של אובייקט ההדפסה שלך. לכן, חשוב שתגדיר את עובי הקיר כשאתה הופך את דגם התלת מימד שלך להדפס תלת מימד.
ניתן לצייר את רוב בעיות הדפסת התלת מימד לאחור בגלל בעיות בעובי הקיר. עובי הקיר הקטן ביותר להדפסה תלוי במידה רבה בבחירתכם בחומר הדפסת תלת מימד.
לפני שתתחיל לעצב את דגם התלת מימד שלך, עליך לדעת את ההנחיות הבסיסיות העיקריות לחומר הדפסת תלת מימד שתבחר.
בחר את עובי הקיר המינימלי הנכון להדפסת התלת מימד שלך
במקרה שתבחר להדפיס באמצעות חומר חזק כמו טיטניום (0.4 מ”מ) או נירוסטה מפורטת גבוהה (0.3 מ”מ), אתה יכול להשתמש בעובי קיר מינימלי למדי. עם זאת, אנו ממליצים להפוך את הקירות למעט עבים יותר להיות בצד הבטוח יותר.
עובי הקיר המינימלי שתבחר להשתמש בו יכול להיות תלוי במידה רבה בתכנון ובמבנה מודל התלת מימד שלך. במקרה שתבחר להדפיס בפלדת אל חלד מפורטת גבוהה, 5 מ”מ² משטח קיר אנכי דורש רק 0.עובי קיר 33 מ”מ, ואילו משטח קיר אנכי של 100 מ”מ² דורש לפחות 1 מ”מ עובי קיר.
משטח קיר אופקי עם שטח של 100 מ”מ² ידרוש עובי קיר 2 מ”מ. במקרה זה, יישור משטח הקיר (אופקי או אנכי) והגודל חיוני בקביעת עובי הקיר המינימלי שלך.
עובי קיר מומלץ להדפסת תלת מימד
מרבית המדפסות יכולות להדפיס דק יחסית במולטי -צבע, עם זאת, אין זה אומר שזה’רעיון טוב להדפיס קירות עדינים מאוד. במהלך גימור ומשלוח, קיימת סבירות שחלקים מהחפץ שלך בעובי קיר מתחת ל -1.5 מ”מ ישבר.
עבור חומרים מסוימים, פריטים כבדים וארוכי תלויים עשויים להתנתק כאשר הם מתוכננים דק מדי. במקרה, דגם ההדפס התלת -ממדי שלך כולל חלקים שבירים כמו זרועות מושטות, נסה להוסיף מבנים תומכים כחלק מהעיצוב שלך.
לעולם אל תתעלם מכוח המשיכה בעת תכנון דגם התלת מימד שלך. מומלץ להשתמש בזרועות כפופות המחזיקות כל פריט שנוגע באדמה.
על קצה המזלג, השגת עובי קיר מושלם דורשת את הדברים הבאים:
- ראשית, עליכם לדעת להגדיר עובי קיר לכל משטח של הדגם שלכם. זהו צעד חשוב בעת הכנת הדפס התלת מימד שלך.
- עובי הקיר המומלץ תלוי במידה רבה בחומר ההדפסה. עליכם לקרוא בקפידה את מדריכי העיצוב עבור חומר הבחירה שלכם, ולא לשכוח שעובי קיר מקסימאלי עלול לגרום לבעיות במקרים מסוימים.
- קח את הזמן שלך לנתח את העיצוב שלך. במקרה שיש לה אזורים חלשים יותר, חשבו על תמיכה בקטעים כאלה. כמו כן, דע כי עובי הקיר הנדרש יושפע במידה רבה מגודל אובייקט העיצוב שלך.
- אתה יכול גם להשתמש בכלים מקוונים כגון התגשם בענן כדי לבדוק אוטומטית את עובי הקיר שלך לקבלת תכנון לבחירתך.
כמה קטן יכול להדפיס מדפסת תלת מימד במיקרון?
מדפסת תלת מימד FDM מסוגלת להדפיס הדפסים של דגם 3D קטן כמו קוטר הזרבובית שלה (0.15 מילימטרים). בעזרת מדפסת שרף, באפשרותך לבחור אפשרויות גובה שכבה הנעות בין 25 ל -300 מיקרון. (מָקוֹר)
מהי ההחלטה בהדפסת תלת מימד?
כשמסתכלים על רזולוציית הדפסת תלת מימד, גובה השכבה של העיצוב הוא מדד סטנדרטי להגדרת רזולוציית ההדפסה שלך. עם זאת, המחשבה שזה כל הרעיון של רזולוציית ההדפסה שלך אינו נכון. רזולוציה טובה בהדפסת תלת מימד היא הרבה יותר מגובה השכבה.
יכולת גובה מדפסת התלת מימד משתנה, הנעה בין 10 מיקרון ל -300 מיקרון, תלוי בגודל מדפסת התלת מימד שלך.
לאיזה סוג של מדפסת תלת מימד יש את הרזולוציה הטובה ביותר?
יש מגוון עצום של טכנולוגיות הדפסת תלת מימד, כאשר כל אחת מהן נבדלת מעט מהאחרים על סמך הרזולוציה של המוצר הסופי. טכנולוגיית הדפסת התלת מימד היא בסיסית בעת קביעת סוג מדפסת התלת מימד עם הרזולוציה הטובה ביותר בשוק.
דוגמנות תצהיר התמזגה (FDM)
דוגמנות תצהיר התמזגה היא בעצם טכנולוגיית הדפסת תלת מימד המייצרת חלקים באמצעות שחול. זה כרוך בהיתוך והחדרת נימה תרמופלסטית דרך זרבובית ראש הדפסה תלת מימדית לפלטפורמת הבנייה שלך.
FDM’רזולוציית S נשלטת בעיקר על ידי קוטר זרבובית שחול המדפסת ותנועת מנוע צעד. עם זאת, הדינמיקה של זרימת הפלסטיק המומסת עשויה להשפיע גם על רזולוציה זו.
MultiJet ו- Polyjet
MultiJet ו- Polyjet הם שתי טכנולוגיות הדפסת תלת מימד קשורות. השניים מתפקדים כמו מדפסת מטריצת נקודה, משתמשים באור UV לריפוי השרף ואת רשת הנקודה כדי לזרוק שרף לפלטפורמת בנייה. הרזולוציה שלהם מסתמכת במידה רבה על DPI. ככל שנקודות זמינות יותר באזור, כך רזולוציית ההדפסה עדינה יותר.
חשוב לציין שלרב -ג’ט תמיד יש רזולוציה גבוהה יותר בהשוואה לפוליג’ט בגלל המדינה בה כל טכנולוגיית הדפסה מפקידה את החומר שלה.
סטריאוליתוגרפיה (SLA)
זוהי טכנולוגיית הדפסת תלת מימד נוספת המשתמשת באור UV ושרף. רזולוציית מדפסת 3D של SLA נקבעת לפי גודל הספוט וקוטר קרן האור UV. זה נועד להשיג רזולוציית XY עדינה יותר מכיוון שהוא אינו מסתמך על תצהיר מדויק של חומרים מהראש ההדפסה ועל דינמיקת זרימת הזרימה הפלסטית המומסת. (מָקוֹר)
איך אתה קובע את הרזולוציה של מדפסת תלת מימד?
רזולוציה היא דרך אחת שתוכלו להשתמש בהם כדי למדוד את איכות ההדפסה של מדפסת התלת מימד שלכם. עם זאת, אין תקן כי יצרנים של כל מדפסות התלת מימד דבקות בהן. כל אחד מהם נוטה לקבוע רזולוציה באמצעות פרמטרים שונים.
מכיוון שמדפסות תלת מימד מודפסות בממדי X, Y ו- Z, אתה זקוק למספר מספר כדי לקבוע את המדפסת שלך’רזולוציה.
רזולוציית XY ו- Z
מידות ה- XY ו- Z בהדפסת תלת מימד כולם קובעים רזולוציית הדפסה טובה. (מקור) ממד ה- XY הוא תנועת זרבובית המדפסת קדימה ואחורה בתוך שכבה יחידה. ההדפס התלת-ממדי יהיה באיכות טובה, ברור וחלק אם גובה שכבת ה- XY מידות מוגדר לרזולוציה בגודל בינוני כמו 100 מיקרון. זה שווה ל 0.קוטר זרבובית 1 מ”מ.
מימד ה- Z מתאם לערך המספר למדפסת שלך על עובי כל שכבה בהדפס התלת מימד. כלל זה חל גם מבחינת מספר המיקרון. ככל שהמיקרון פחות, כך רזולוציית ההדפסה גבוהה יותר.
אתה צריך להגדיר את המיקרון על ידי שמירה על גודל זרבובית המדפסת שלך. במקרה שקוטר זרבובית המדפסת שלך הוא 0.4 מ”מ (400 מיקרון), גובה השכבה צריך לנוע בין 25% -75% מקוטר זרבובית המדפסת שלך.
הטווח בין 0.2 מ”מ -0.גובה שכבה של 3 מ”מ נחשב לגובה הטוב ביותר עבור 0.קוטר זרבובית 4 מ”מ. הדפסה בגובה זה מספקת הצלחה ברזולוציה, מהירות והדפסה מאוזנת.
לעטוף
עכשיו כשאתה מכיר היטב את המיקרון והדיוק מבחינת הרזולוציה שאתה מצפה להשיג בעת ביצוע הדפסת תלת מימד בטכנולוגיות שונות שאתה, עשוי להשאיר תלוי בין בחירת הטכנולוגיה הטובה ביותר לצרכים שלך?
אל דאגה! בחינוך להדפסה תלת מימדית, אנו נעזור לכם ללמוד טכנולוגיות הדפסה תלת -ממדיות שונות ולהנחות אתכם על הטכנולוגיה הטובה ביותר לבחור בעת תכנון ומדפיס את דגמי התלת מימד שלכם.
אני מהנדס אזרחי טכנולוגי מנוסה מאוד שמתעניין בהרחבה בטכנולוגיית הדפסת תלת מימד ואף נשבית יותר על ידי הפוטנציאל של מבנים בעלי חיים תלת -ממדי
הודעות האחרונות
נודע בזרבוב מדפסת תלת מימד מייצר בדרך כלל הדפסים שבהם במקום פלסטיק מוצק, יש אינטרנט שעיר, עכביש או פלסטיק מיתר. זו הסיבה ש- Ozing נקרא לפעמים מיתרים. שופע הוא.
עמידות בפני חום היא מאפיין הכרחי של הדפסי תלת מימד המיוצרים לשימוש בחוץ. ל- ABS ו- ASA יש טמפרטורות מעבר גבוהות לזכוכית כך שלא יימסו בשמש. זה הופך אותם למספיקים.

פרסומות מדווחות על מודעה זו
עלינו
M.ג’לאד ועות’מן. A הם מהנדסים אזרחיים וחובבי הדפסת תלת מימד. מלבד היותו מהנדסים אזרחיים, ג’לאד הוא גם בוגר עסקים מובהק בסטרטקלייד ועות’מן הוא בעל תואר שני בניהול פרויקטים.
התחלנו את הבלוג הזה כדי לשתף את המסע והידע שלנו ביישומי הדפסת תלת מימד ואפשרויות.
הדפסת תלת מימד אינה פשוטה כמו שהיא נשמעת, במיוחד כשמדובר במתחילים שמנסים ללמוד או ללמד אותה.
אתר זה אמור לעזור לבתי ספר, מורים, תלמידים, הורים ועסקים כאחד ללמוד ביעילות, לעסוק וללמד הדפסת תלת מימד ולנצל אותו בבנייה וביישומים Indutrial.אודותינו מדווחים על מודעה זו
פרסומות מדווחות על מודעה זו
- תנאים
- מדיניות הפרטיות
- עלינו
