


האם ריתוך ממיס מתכת?
סיכום:
ריתוך הוא תהליך ייצור המצטרף לשתי מתכות או יותר באמצעות חום, לחץ או שניהם ליצירת קשר חזק וקבוע. ישנם סוגים רבים ושונים של ריתוך, אך כולם כוללים התכה של המתכות ליצירת מפרקים מרותכים. החומרים המרותכים הנפוצים ביותר הם מתכות, אך גם ריתוך של פלסטיקה ועץ אפשרי. קיימות שיטות ריתוך שונות, כולל ריתוך קשת, ריתוך MIG/MAG, ריתוך TIG וריתוך קשת מתכת מוגן. לכל שיטה יש תכונות ויישומים ייחודיים משלה.
נקודות מפתח:
- ריתוך הוא תהליך של הצטרפות למתכות באמצעות חום, לחץ או שניהם.
- ריתוך מודרני היה חלוץ בשנת 1800 על ידי סר המפרי דייווי.
- חומרים הניתנים לריתוך כוללים מתכות ותרמופלסטיקה.
- ישנם סוגים רבים ושונים של ריתוך, כולל ריתוך קשת, ריתוך MIG/MAG, ריתוך TIG וריתוך קשת מתכת מוגן.
- ריתוך קשת משתמשת בקשת חשמלית כדי לייצר חום בין האלקטרודה למתכת לרתך.
- ריתוך MIG/MAG משתמש באלקטרודה תיל רציפה ובגז מגן.
- ריתוך TIG משתמש באלקטרודה טונגסטן שאינה ניתנת לצריכה ובגז מגן אינרטי.
- ריתוך קשת מתכת מוגן משתמש באלקטרודה מתכתית מצופה שטף מתכלה.
- לכל שיטת ריתוך יש תכונות ויישומים ייחודיים משלה.
שאלות:
- מה זה ריתוך?
- שחלץ ריתוך מודרני?
- אילו חומרים ניתן לרתך?
- מהם הסוגים השונים של שיטות ריתוך?
- איך עובד ריתוך קשת?
- מה זה ריתוך MIG/MAG?
- מה זה ריתוך טיג?
- מהי ריתוך קשת מתכת מוגנת?
- איזו שיטת ריתוך מתאימה לתעשיות חלל ותעשיות רכב?
- מהם כמה יישומי ריתוך נפוצים?
- אילו גורמים משפיעים על תהליך הריתוך?
- מהו הגורם המבדיל העיקרי בין ריתוך להלחמה/הלחמה?
- מה היתרון העיקרי של ריתוך?
- מהו החומר המרותך ביותר?
- מה הופך את ריתוך TIG לתהליך רב -תכליתי?
ריתוך הוא תהליך ייצור המצטרף לשתי מתכות או יותר באמצעות חום, לחץ או שניהם ליצירת קשר חזק וקבוע.
סר המפרי דייווי חלוץ ריתוך מודרני בשנת 1800.
חומרים הניתנים לריתוך כוללים מתכות ותרמופלסטיקה.
הסוגים השונים של שיטות הריתוך כוללים ריתוך קשת, ריתוך MIG/MAG, ריתוך TIG וריתוך קשת מתכת מוגן.
ריתוך קשת פועל על ידי יצירת חום בין האלקטרודה למתכת לריתוך באמצעות קשת חשמלית.
ריתוך MIG/MAG הוא תהליך המשתמש באלקטרודה תיל רציפה ובגז מגן ליצירת ריתוך.
ריתוך TIG הוא תהליך המשתמש באלקטרודה טונגסטן שאינה ניתנת לצרכן ובגז מגן אינרטי כדי ליצור ריתוך.
ריתוך קשת מתכת מוגן הוא תהליך המשתמש באלקטרודה מתכתית מצופה שטף מתכלים ליצירת ריתוך.
ריתוך טיג מתאים לתעשיות חלל ותעשיות רכב.
יישומי ריתוך נפוצים כוללים ריתוך תעשייתי, ייצור, בנייה ומגזר רכב.
גורמים כמו הצורך בכלים נוספים ספציפיים, גזים מגנים, אלקטרודות ריתוך וחומר מילוי משפיעים על תהליך הריתוך.
בריתוך, חומרי הבסיס נמסים, ואילו בהלחמה ובהלכה, רק חומר המילוי נמס.
הריתוך יכול להיות חזק יותר ממתכות ההורים.
מתכות הן החומרים המרותכים ביותר.
לריתוך TIG יש הרבה תכונות ופונקציות מתכווננות, מה שהופך אותו למתאים למגוון יישומים.
יסודות ריתוך – נמס מתכת
בין אם ראיתם את זה נעשה בתוכניות טלוויזיה לרכב או בחנות המקומית שלכם, לצפות בכך שמעורר אור ושמע את הפיצוץ היציב של ה- Mig Welder מפתה בוודאות. זה תמיד מרשים לראות אנשי מקצוע מניחים חרוזים יפים, ותצוגה של טכניקת ריתוך נכונה של TIG היא באמת יצירת אמנות. זה השכלול של הטכניקה שלוקח זמן לכבוש, עם זאת, תחילת העבודה היא קלה ביותר ומשהו כל ראש הילוך צריך לנסות לפחות פעם אחת. להלן פריימר בסיסי כיצד להיכנס לעולם הריתוך.
ריתוך – 12 סוגים הסבירו

ריתוך הוא תהליך ייצור המצטרף לשתי מתכות או יותר באמצעות חום, לחץ או שניהם ליצירת קשר חזק וקבוע. חומרים הניתנים לריתוך כוללים בדרך כלל מתכות ותרמופלסטיקה, אך גם ריתוך חומרים אחרים כמו עץ אפשריים.
ריתוך מודרני היה חלוץ בשנת 1800 כאשר סר האמפרי דייווי פגע בקשת חשמלית בעזרת סוללה ושתי אלקטרודות פחמן. מאז, ריתוך התפתח לצורות רב-תכליות מאוד, וסלל את הדרך לשימוש בו במגוון יישומים, מפרויקטים קטנים DIY וכלה במכלולי ייצור רחבי היקף.
תהליכי ריתוך שונים הם עיקרי ברוב המגזרים בתעשייה וכך, תן’זה מבין כיצד עובדים אלה והעקרונות שמאחוריהם.
תוכן העניינים להתחבא
איך ריתוך עובד?
ריתוך הוא תהליך חום גבוה שממיס את חומרי הבסיס. זהו גם הגורם המבדיל העיקרי מהלחמה והולחה בו רק חומר המילוי נמס ושום מיזוג בין חומרי ההורה מתרחש.
ריתוך עובד על ידי הצטרפות לשתי יצירות עבודה או יותר בטמפרטורות גבוהות. החום גורם לבריכת ריתוך של חומר מותך שאחרי שעבר קירור, מתמצק כחתיכה אחת ויוצר ריתוך. הריתוך יכול אפילו להיות חזק יותר ממתכות ההורים.
ישנם סוגים רבים ושונים של ריתוך אך כולם כוללים חום או לחץ להמיס את המתכות ליצירת מפרקים מרותכים. מקור החום או הלחץ עשוי להשתנות בהתאם ליישום ובחומר המשמש.
מתכות ידועות כחומרים המרותכים הנפוצים ביותר, בהתחשב בעקרונות הריתוך הקלים והפשוטים שלהם. ריתוך פלסטי הוא גם די נרחב אך עץ ריתוך נמצא רק בשלב המתהווה שלו.
תהליך הריתוך מושפע מגורמים רבים, כמו הצורך בכלים נוספים ספציפיים, גזים מגנים, אלקטרודות ריתוך וחומר מילוי. לתת’S עיין מקרוב על כמה משיטות הריתוך הנפוצות ביותר המשמשות כיום וגלה מה מייחד כל אחד מהם.
סוגי ריתוך שונים
למרות שתפיסת הריתוך הבסיסית היא די פשוטה, אנו מסווגים אותם על ידי מקור האנרגיה המשמש. כאשר אנו מפרקים את קטגוריות המשנה הללו עוד יותר, אנו יכולים לצלול עמוק יותר בעקרונות ההפעלה שמאחורי כל שיטה נפרדת.
ריתוך קשת
ריתוך קשת כולל כמה מתהליכי הריתוך הידועים ביותר וכנראה שהם מה שעולה בראש בעת הדמיה של תהליך הריתוך בכלל. בתהליכים אלה, קשת חשמלית מייצרת חום בין האלקטרודה למתכת לרתך. האלקטרודה עשויה להיות מתכלים או שאינם ניתנים לצריכה, ומקור הכוח שלה יכול להשתנות בין לסירוגין (AC) לזרם ישיר (DC).
ריתוך מיג/מג

ריתוך קשת מתכת גז (GMAW), המכונה גם ריתוך MIG/MAG (גז אינרטי/גז פעיל מתכת), משתמש באלקטרודה תיל רציפה המוזנית דרך אקדח ריתוך. כאשר הקשת החשמלית ממיסה את חוט האלקטרודה היא מתמזגת יחד עם מתכות הבסיס בבריכת הריתוך.
גז מיגון מסופק בו זמנית לאזור הריתוך ליצירת שכבת מגן מפני זיהום אטמוספרי.
הפשטות של טכניקת ריתוך זו מאפשרת לה להיות אחת הבחירות המועדפות על ריתוך תעשייתי, ייצור, בנייה ועבור מגזר הרכב. GMAW החליף די הרבה ריתוך מימן אטומי (AHW), בעיקר בגלל הזמינות של גזים אינרטיים זולים.
ריתוך טיג

ריתוך גז אינרטי של טונגסטן משתמש באלקטרודה טונגסטן שאינה ניתנת לצרכן ובגז מגן אינרטי. בניגוד לריתוך MIG/MAG, השימוש במתכת מילוי נפרדת בריתוך TIG הוא אופציונלי ותלוי בפרויקט.
תהליך ריתוך קשת הגז של טונגסטן (GTAW) יוצר ריתוכים מדויקים ואיכותיים עם חדירה רבה מה שהופך אותו מתאים למספר יישומים, כמו תעשיות חלל ותעשיות רכב. בעוד ש- TIG לריתוך יש עקומת למידה תלולה יותר מאשר ריתוך MIG, התכונות והפונקציות הרבות המתכווננות של רתך טיג הופכים אותו לתהליך רב -תכליתי מאוד.
ריתוך קשת מתכת מוגן

ריתוך קשת מתכת מוגן (SMAW) המכונה גם ריתוך קשת מתכת ידנית (MMAW/MMA) או סתם ריתוך מקל, משתמש באלקטרודה מתכתית מצופה שטף מתכלים כדי להצטרף למתכות.
כשאנחנו מכה באלקטרודה במתכת הבסיס, היא יוצרת קשת שממיסה את החומרים בבריכת הריתוך. השטף משחרר גז מסוכך כדי להגן על מתכת הריתוך מפני זיהום. מרבצי סיגים מוסרים לאחר תהליך הקירור באמצעות כלי חנות נפוצים כמו מברשת תיל.
SMAW הוא תהליך ריתוך אמין המציע צדדיות בריתוך מתכות שונות ותנאים שונים. זה’S גם נייד וקל משקל, ללא צורך במיכל דלק כמו עם כמה משיטות הריתוך האחרות שהוזכרו בעבר. אלקטרודת הריתוך מגיעה כמוט ריתוך, מה שהופך אותה למושלמת לחללים צמודים ומיקומי ריתוך מסורבלים.
ריתוך קשת עם שטף

ריתוך קשת עם שטף (FCAW) הוא תהליך אוטומטי או חצי-אוטומטי המשתמש באלקטרודה ריתוך המכילה ליבת שטף הפועלת כחומר מיגון. הגנה נוספת מפני מזהמים נקראת FCAW עם מוגן כפול, בו משתמשים בגז מגן יחד עם האלקטרודה עם השטף עם השטף.
FCAW מתאים היטב למתכות ברזליות ופעולות הדורשות מעט מנקים. הוא משמש בצורה הטובה ביותר לתיקונים, צינורות, בניית ספינות, ריתוך חיצוני ותת -מימי בגלל ההגנה המדהימה שלו מפני תנאים חיצוניים.
למרות ש- FCAW ו- GMAW הם שני סוגי ריתוך נפרדים, ההבדל העיקרי היחיד טמון בהגנה על אזור הריתוך באמצעות אלקטרודות וגזים מגנים.
השתמש בשלך .קבצי STP כדי לקבל הצעת מחיר מיידית לייצור באופן מקוון
- ציטוט תוך שניות
- זמני הובלה קצרים
- משלוח על ידי פרקטורי
ריתוך גז

ריתוך גז, או ריתוך דלק אוקסי, הוא אחת הצורות הוותיקות ביותר של ריתוך על בסיס חום המשתמשת בגזי חמצן ודלק כדי להצטרף למשטחי מתכת. שיטת ריתוך זו משתמשת בדרך כלל באצטילן או בבנזין כגז הדלק שלה, מה שמכונה אותו אוקסיאקטילן, ריתוך אוקסי-גסולין. ניתן להשתמש בגזים אחרים, כמו מימן ופרופאן, כדי לשחוק ולהלחמה מתכות לא ברזליות, אך הם אינם מייצרים מספיק חום כדי להמיס פלדה.
מאפיין ייחודי של ריתוך גז הוא שזה לא עושה’לא לרוץ על חשמל, מה שהופך אותו לבחירה ברת קיימא אם זה לא’T זמין. שיטת ריתוך זו מאפשרת מיזוג בין מתכות ברזליות ואינן ברזליות ומאפשרת ריתוך של קטעי מתכת דקים וגם לוחות פלדה. התהליך קל יחסית ללמידה ועלות נמוכה באופיין.
ניתן להשתמש באותו ציוד לחיתוך דלק אוקסי בעת התאמת זרימת הגז כדי לתפעל את פרופיל הלהבה.
ריתוך פלזמה

ריתוך קשת פלזמה
ריתוך קשת פלזמה עובד במושג דומה לריתוך TIG, אך הלפיד מתוכנן באופן שהגז האינרטי יוצא מהזרבובית במהירות גבוהה יותר בנתיב צר ומכווץ. פלזמה נוצרת כאשר הקשת נפגעת עם הגז האינרטי, ומייננת כשהוא זורם לאזור. זה מוביל לטמפרטורות ריתוך עד 28000 מעלות צלזיוס, שיכולות להמיס כל מתכת. טמפרטורות ההפעלה הגבוהות של לפידים בפלזמה (יחד עם לפידים גז), מאפשרים להשתמש בתהליכים לריתוך ולחיתוך.
ריתוך בפלזמה הוא אחת מטכניקות הריתוך הנקיות ביותר מכיוון שהחום המרוכז ביותר יוצר חרוז צר, מה שמביא למינימום פיסור. זה’s מושלם ליישומים כמו ייצור חלל הדורש דיוק נקודה. ריתוך פלזמה הוא אחד מתהליכי הריתוך האוטומטיים המבוקשים ביותר מכיוון שהוא פועל בעלויות הפעלה נמוכות תוך מתן ריתוכים מדויקים ומסודרים.
ריתוך קשת שקוע

ריתוך קשת שקוע
ריתוך קשת שקוע (SAW) עובד באופן דומה ל- SMAW, המגן על מתכת הריתוך באמצעות שטף. טכנולוגיית הריתוך העומדת מאחורי תהליך הריתוך האוטומטי או החצי -אוטומטי הזה משתמשת במופע שטף נפרד שמפקד מתכת מילוי גרגירית לריתוך.
טכניקת ריתוך זו יוצרת ריתוכים יציבים ונקיים, מה שהופך אותה לטובה יותר מרוב תהליכי הריתוך הידניים המקובלים. זה’בחירה מצוינת למתכות כמו ניקל, פלדה ופלדת אל חלד ומשמשת לעתים קרובות לייצור צינורות, כלי לחץ ודודים.
ריתוך התנגדות
ריתוך התנגדות או לחץ משתמשים ביישום לחץ וזרם בין שני משטחי מתכת ליצירת היתוך. יצירות עבודה ממוקמות במגע יחד בלחץ גבוה עם זרם עובר דרך נקודת המגע. ההתנגדות במתכות מייצרת חום שממזג יחד את משטחי המתכת של חומר העבודה.
ריתוך נקודתי

ריתוך נקודת התנגדות (RSW) משתמש בשתי אלקטרודות כדי ללחוץ יחד מתכות חופפות ואילו זרם ריתוך מוחל דרך המתכות ההתנגדות. נוצר חום ומשטחי המתכת מתמזגים יחד כדי ליצור מפרק ריתוך בצורת כפתור או נאגט.
מתכות מתמזגות באמצעות כמויות גדולות של אנרגיה בטווח זמן קצר (בערך. 10-100 אלפיות השנייה) הצטרפות ליצירות העבודה כמעט מיידיות. האזור סביב הוויתך נאגט נשאר ללא פגע על ידי החום המופרז, ולכן האזור שנפגע בחום הוא מינימלי עם ריתוך ספוט.
ריתוך ספוט הוא לרוב אוטומטי על ידי שימוש ברובוטים לריתוך. זה הופך אותו לאחת משיטות הריתוך היעילות ביותר המשמשות בקווי הרכבה ובכך לבחירה אטרקטיבית לתעשיות הרכב, האלקטרוניקה והייצור.
ריתוך תפר

ריתוך תפר
ריתוך תפר הוא תת קטגוריה של ריתוך ספוט המשתמש בשני גלגלי אלקטרודה כדי למרוח לחץ בזמן שהזרם מוחל דרך חומר העבודה. מכונת הריתוך יכולה ליצור נאגטי ריתוך בודדים על חומר העבודה על ידי יישום זרם במרווחים, או שהיא יכולה להיות רציפה, תלוי בפרויקט.
המפרקים שנוצרו על ידי ריתוך תפר התנגדות הם הדוקים והתהליך מהיר ונקי להפליא, מה שהופך אותו לבחירה אידיאלית לריתוך אוטומטי. ענף הגיליון משתמשת בריתוך תפר כדי לייצר פחי פח, רדיאטורים ותופי פלדה.
ריתוך לייזר

ריתוך קרני לייזר
ריתוך קרני לייזר (LBW) משתמש, כפי שהשם מרמז, קרן לייזר כמקור חום מרוכז כדי להמיס מתכות וליצור ריתוכים. LBW’S צפיפות הספק גבוהה גורמת לאזורים קטנים שנפגעו בחום. גודל הספוט של הלייזר נע בין 0.2 עד 13 מ”מ מה שהופך אותו למתאים לחומרי ריתוך עם עובי משתנים, ויוצר תוצאה טובה יותר מתהליך ריתוך קונבנציונאלי.
ריתוך לייזר יוצר במהירות ריתוכים באיכות גבוהה תחת סובלנות עדינה. התהליך בדרך כלל אוטומטי ומשמש את תעשיות הרכב, הרפואה והתכשיטים.
למרות שאפשר לחשוב שמכיוון שניתן להשתמש בפידים של דלק אוקסי ופלזמה לריתוך וגם לחיתוך, הדבר חל גם על לפידים בלייזר, אך בדרך כלל זה לא המקרה. לא ניתן להשתמש בראש חיתוך לייזר סטנדרטי לריתוך וראש ריתוך בלייזר אינו יכול לעמוד במהירויות החיתוך ובאיכות הנדרשות ברוב היישומים התעשייתיים.
ריתוך קרני אלקטרונים

ריתוך קרני אלקטרונים
ריתוך קרני אלקטרונים (EBW) הוא תהליך ריתוך היתוך בו מואצים אלקטרונים שנוצרו על ידי אקדח אלקטרונים למהירויות גבוהות. קרן האלקטרונים יוצרת חום קינטי כשהוא נוגע למתכות הבסיס, וגורם להם להמיס וליצור בריכת ריתוך. ריתוך נוצר כאשר המפרק מתקרר. נוהל ריתוך זה מבוצע בוואקום מבוקר כדי למנוע את הקורות פיזור.
ריתוך קרני אלקטרונים מציע דיוק, מה שהופך אותו לתהליך חשוב ליישומים הדורשים עיוות מינימלי. חלק מהיישומים שלה כוללים רכיבים אלקטרוניים, חלקי מטוסים, מיכלי אחסון ורכיבי גשר. EBW מאפשר לרתך חומרים המועדים לזיהום.
ריתוך חיכוך

ריתוך חיכוך
ריתוך חיכוך הוא תהליך במצב מוצק שמשתמש, כפי שהשם מרמז, חיכוך כדי למזג מתכות יחד. בניגוד לרוב תהליכי הריתוך, זה לא’לא השתמש בפיד ריתוך, מוטות ריתוך או גז מגן ליצירת ריתוכים. התהליך משתמש רק בחום שנוצר ממהירויות מגע סיבוביות, רטטיות או לרוחב בין שתי מתכות נקייה כדי ליצור קשר. שאריות המתכת שנוצרו במהלך הליך זה מוסרת לאחר תהליך הקירור.
ציוד הריתוך המשמש בריתוך חיכוך ידידותי יותר לסביבה משיטות אחרות כמו שהוא לא’לא יפלט אדי ריתוך מזיקים או לשחרר רעלים לאטמוספרה. הפשטות שלה הופכת אותו לאופציה נהדרת לריתוך חתיכות מקדחה, מוטות חיבור, צינורות ציר ושסתומים.
בטיחות ריתוך
כל תהליכי הייצור מגיעים עם כמה סיכונים וריתוך אינם חריג כאן. חשוב לקבל את הידע והציוד הריתוך המתאים כדי להגן על עצמך מפני כל סכנות. יחד עם תרגול אמצעי זהירות בטיחות, שימוש בציוד מגן עדכני, כמו קסדת הריתוך המתאימה, כפפות וכו ‘, הוא בדיוק כמו שצריך.
מסיימים
ריתוך עבר דרך ארוכה מאז שגילתה בתקופת הברונזה כאשר פותחו שיטות ריתוך פרימיטיביות של זיוף. כיום זה הפך לכלי בלתי ניתן להחלפה המשמש את חובבי החובבים ותעשיות בקנה מידה גדול. זה הפך לאחד הכוחות המניעים את התיעוש וממשיך לשנות את האופן בו הדברים מיוצרים עד היום.
כאשר ריתוך ממשיך להתפתח, הסטנדרטים והנורמות שלו משתפרים גם עם הזמן. אפשרויות חדשות מתעוררות ללא הרף, ומאפשרות לנו לרתך שילובי חומרים חדשים תוך הבטחה ושיפור חוזק הריתוך ובטיחות התהליכים. עם ההתפתחויות האחרונות בריתוך היברידי, אנו יכולים רק לצפות כי טכנולוגיית הריתוך תמשיך לעצב את עתיד ההנדסה.
Fractory מציעה שירותי ריתוך כחלק מהשירות המלא שלנו – החל מציטוט למסירה. הרשת שלנו של שותפי הייצור המוקדמים מראש מציעה גישה למגוון רחב של תהליכים ויכולות.
יסודות ריתוך – נמס מתכת

בין אם ראיתם את זה נעשה בתוכניות טלוויזיה לרכב או בחנות המקומית שלכם, לצפות בכך שמעורר אור ושמע את הפיצוץ היציב של ה- Mig Welder מפתה בוודאות. זה תמיד מרשים לראות אנשי מקצוע מניחים חרוזים יפים, ותצוגה של טכניקת ריתוך נכונה של TIG היא באמת יצירת אמנות. זה השכלול של הטכניקה שלוקח זמן לכבוש, עם זאת, תחילת העבודה היא קלה ביותר ומשהו כל ראש הילוך צריך לנסות לפחות פעם אחת. להלן פריימר בסיסי כיצד להיכנס לעולם הריתוך.
מיג, טיג וחומרים
אם אינך מכיר לא ריתוך מיג או טיג, אבל אולי צפה במישהו מבצע ריתוך מסוג כלשהו, הדרך הקלה להבחין בהבדל היא ש- MIG (מזינה) ריתוך הופך רעש מתפוצץ או עקבי או זמזום והחרוז מונח בקצב הגון למדי. ריתוך טיג שקט לרוב, ולוקח יותר זמן להניח באותו אורך חרוז.
עבור רתך DIY המתחיל, ריתוך MIG (גז אינרטי מתכת) הוא נקודת ההתחלה הטובה ביותר. קל יותר ללמוד את הטכניקה והמכונות פחות יקרות לרוב. ריתוך טיג (טונגסטן אינרטי) ריתוך הוא סגנון ריתוך איטי ומעודן יותר שלעתים קרובות משתמשים בו (ולעיתים נדרש) בעת ריתוך אלומיניום, נירוסטה וכרום-מולי. למרות שבדרך כלל לוקח יותר זמן לטיג וולד, זה בגלל שהטכניקה מציעה יותר שליטה, פחות מרוסה וחרוז קטן יותר למוצר סופי טוב יותר למראה. בדרך כלל מומלץ הדרכה מקצועית מסוג כלשהו לריתוך TIG, ולכן נרכז ריתוך MIG להיקף מאמר זה.
ברגע שיש לך עיניים על שורה של רתכים של MIG, הדבר הראשון לעשות הוא להחליט איזה סוג חומר אתה הולך לעבוד עבור רוב הפרויקטים שלך. בהתחשב בתוכן הכללי של מוסטנגים ושינויים משתנים מגזין, בטח תתמקד בתיקון מתכת, אשר בדרך כלל עשוי פלדה דקה יחסית של 18 עד 24 מד. מרבית המכונות המסוגלות לריתוך גיליון מתכת יכולות להתמודד עם חומר בעובי של עד 3⁄8 אינץ. עם זאת, אם אתה חושב שתצטרך לרתך חומר עבה יותר למשהו כמו סורק סלע או רכב אחר מחוץ לכביש, סביר להניח שתצטרך לקחת צעד למעלה כדי להיות מסוגל לקשור כראוי את העבה של החומר הזה.
מיץ
משהו אחר שיש לקחת בחשבון הוא מקור הכוח שלך. רתכים רבים מיועדים למקורות כוח של 230 וולט, אך ישנם מספר הולך וגדל של רתכים קטנים יותר בשוק הפועלים בשקע 120 וולט הרגיל שלך. עדיף, ישנם רתכים, ממש כמו לינקולן אלקטריק 180 כפול שבחרנו, המסוגלים לברוח מכל אחד מקור הכוח. זה יכול להיות שימושי אם תשתמש ברתך במגוון מיקומים. מילת זהירות: אל תנסה לגרום לרתך 120 וולט לעשות את מה שהוא לא תוכנן לעשות. אם אתה צריך לעלות לריתוך 230 וולט בגלל החומר שאתה עובד איתו, אז שדרג את המוסך או החנות שלך עם 230 שקע. בהתאם לתקנות המקומיות, הדבר עשוי לדרוש שכירת קבלן חשמל להתקנת שירות זה, אז קחו בחשבון את העלות הנוספת הזו.
בטיחות ומתכלים
בטח ראית אנשים מרותכים עם לא יותר מגופייה, ואולי אפילו ראית אנשים מסתכלים על קשת קשת. בטח שזה עשוי לעשות את העבודה, אבל אם אתה מחפש לעשות דברים כמו שצריך, תרצה להגן על עצמך. הגנה נכונה היא לא רק לבריאותך, אלא גם כך שתוכל להתרכז בקלות רבה יותר במשימה העומדת בפניך. קשה לשים לב למה שאתה עושה כשגבר בוער שגוי קלט את עצמו בין הבוהן הגדולה שלך לפלופ הכפכף שלך, או אולי הוא קפץ מחשבון הכובע שלך וירד בצווארך, צורב את בשרך כשהוא עובד זה עד למותניך. כמו כן, אנשים רבים אינם מודעים לכך שריתוך מייצר קרניים וגזים אולטרה סגול מזיקים, אז אל תחשוב שהניצוצות הם הדברים היחידים שאתה צריך כדי להימנע מהם. מרבית חברות הריתוך מציעות את הציוד הנכון כדי לשמור על בטיחותך, מכוסות בטיחות וכפפות פשוטות ועד מעילי עור וקסדות ריתוך המונעות על ידי השמש. דבר נוסף שכדאי לזכור הוא שרתכים מייצרים שדות חשמליים ומגנטיים שיכולים להפריע לקוצבנים. בדוק עם הרופא שלך אם יש לך אחד לפני הריתוך.
מתכלים הם מוצרים שישמשו במהלך תהליך הריתוך. זה כולל דברים כמו טיפים למגע עם ריתוך וחוט, כמו גם מגן גז. אתה יכול להשיג את רוב הפריטים האלה כמעט בכל מקום, אך יש לקחת בחשבון את העלויות הקשורות אליהם בעת רכישת רתך.
חינוך
בעוד שרוב ה- DIY’s נלמדים בעצמם, ולעתים קרובות הם מרימים טכניקות וטיפים מאחרים, אתה תמיד יכול לחפש השכלה מקצועית בריתוך כדי להגדיל את הידע שלך במכונות ריתוך, חומרים וטכניקות. רוב בתי הספר המקצועיים-טכניים מציעים תכניות, וכך גם כמה מכללות מקומיות, כאשר שתיהן בדרך כלל מספקות לתלמיד הסמכה כלשהי בסוף התוכנית.
לינקולן אלקטריק הקימה את בית הספר משלו בשנת 1917 בקליבלנד, אוהיו, הקמפוס ואימנה מאז למעלה מ 100,000 תלמידים. החברה מציעה קורסי חומרים בסיסיים ומתקדמים שאורכו שבוע כל אחד. שבעים אחוז מזמן הכיתה מבלה מעשי, כך שאתה בטוח שתסתלק עם הבנה טובה מאוד של מושג הריתוך. לינקולן, כמו רוב חברות הריתוך האחרות, מציע גם כמות נרחבת של חומרים חינוכיים באתר שלה.
קורס חינוכי בריתוך בטוח ירחיב את הידע שלך בנושא ועוזר לצמצם את הטכניקה שלך, וזה יביא למוצר סופי טוב יותר.
01. אתה יכול לקבל רתך די בזול בימינו, אך אתה עשוי לגלות שהפחות יקרים לא’זה די עובד כמו גם מכונות במחיר בינוני יותר. שקול לבדוק את מי הריתוך באמצעות מישהו אחר’מכונה כדי להחליט אם אתה רוצה להשקיע או לא לטווח ארוך במוצר איכותי. לינקולן אלקטריק נמצא במשחק הריתוך כבר למעלה ממאה שנה, ולחברה יש מוצרים גם למתחילים והמקצוען. לאחר שדיברנו איתם על צרכינו, בחרנו בכוח הכפול של הכוח, והתאימנו לעצמנו עם קסדה של ויקינג 3350 אוטומטית, כפפות ריתוך של MIG (PN K2980-M) ולינקולן’ז’קט Shadow Grain-Shave Shape Shape (PN K2987-L), כמו גם החברה’S כפפות עובדי פלדת עור (PN K2977-M). עגלת השירות האופציונלית הופכת את הרתך לנייד וקל יותר להגיע אליו להתאמות.
02. כשהיינו בשוק לרתך שה- DIY הממוצע’יכול להשתמש בבית, בחרנו בלינקולן’S Power MIG 180 רתך תיל כפול. הכפול מתייחס לרתך’S יכולת לפעול על כוח קלט 120- או 208/230-וולט. המכונה כוללת גם כונן אלומיניום יצוק תעשייתי למתיחה חיובית, מדריכי חוט מפוצלים המבטיחים יישור חוט אופטימלי, וחיבור אקדח פליז למתחם למוליכות טובה יותר. 180 הכפול משתמש גם בלינקולן’טכנולוגיית ליבת יהלום, המספקת קשת סלחנית, פעולת קשת מצוינת מחוץ למצב, מרוסת נמוכה ונקודה מתוקה מתח רחב במהירות הזנת תיל נתונה. זה’s גם סליל-אקדח מוכן למתי שאתה רוצה לנסות את היד שלך בריתוך אלומיניום.
03. הריתוך הכפול של 180 מגיע עם מספר אספקה, כך שתוכלו להגיע לריתוך מייד. בתוך המקרה אתה’למצוא שני סלילי חוט, מהדק קרקע, מגוון קטן של טיפים למגע וגלילי כונן ותיק כלים. כלול עם הרתך כבלי חשמל 120 ו -230 וולט, קו הזנת גז ורגולטור עם מדדים, לפיד ריתוך, כבל עבודה, ומדריך DVD למידה לשימוש ומדריך הוראות.
04. קל לעקוב אחר ההוראות הכלולות, והרתך קל מאוד להתקנה. אנו מתחילים בחיבור חוטי הקוטביות. ריתוך MIG דורש קוטביות חיובית, כך שהכבל הקצר בתוך המכונה מחובר למסוף החיובי. כבל העבודה, שיש לו את המהדק בקצה האחד וה- EELEEL.
05. לכבל האקדח שני חיבורים המיוצרים בחזית המכונה. החיבור החשמלי נוצר ואז מכניסים את כבל החוט למכונה. בתוכך’אני צריך לשחרר את בורג הסט, להחליק את הכבל כל הדרך ואז להדק את הבורג.
06. מהדק כבל העבודה מגיע נפרד וצריך לחבר אותו לכבל. פשוט מספיק, נכון?
07. הכפול של לינקולן 180 מגיע עם שני סוגים של חוט ריתוך. זה משמאל הוא Innershield NR-211-MP חוט עם שטף שטף. זה לא דורש גז מגן, שכן הליבה מייצרת אותו’s משלו. זה מועיל כאשר ריתוך בחוץ ובמיקומים סוערים. בחרנו להתחיל עם ה- Superarc L15 המוצק.025 חוט מימין, הדורש גז מגן.
08. 180 הכפול יכול להכיל גם סלילי חוט בגודל 4- ו -8 אינץ ‘. כפי שאנו’שוב עם הסליל הכלול בגודל 4 אינץ ‘, עלינו להסיר את מתאם הסליל כדי להרכיב אותו.
09. כפי שנמסר, הוויתן הוקם ל 0.035 חוט. כדי להשתמש ב- 0.025 חוט מוצק, עלינו לכבות את הקצה, את גלילי הכונן ואת מדריך החוט.
10. עם המדריך הדרוש וגלילי הכונן במקום, כעת תוכלו להאכיל את החוט דרך המדריך ולתוך כבל האקדח.
11. באקדח, ניתן לשנות את הזרבובית והקצה. זוג צבת ריתוך עושה עבודה מהירה מזה, והם יכולים לשמש לניקוי הקצה – משהו’אני צריך לעשות לעתים קרובות כשאתה מתחיל לראשונה.
12. אחד התכונות העיקריות של הכפול של לינקולן 180 הוא היכולת לרוץ על מקור כוח 120 או 230 וולט. זה’S פשוט כמו שימוש בכבל המתאים. עם רוב לוחות המפסקים הממוקמים במוסך, שם אתה’ככל הנראה זה עובד, זה’S קל למדי להתקשר לחשמלאי ולהתקין שירות 230 במיקום נוח אם זה’זה כמו שאתה רוצה ללכת.
13. עם כוח לרתך, כעת תוכלו לסחוט את ההדק לקידום החוט. ברגע שהוא יוצא מהאקדח, תוכלו להתקין ולהדק את קצה המגע ולהתקין את הזרבובית. כשאתה ריתוך, אתה’אני רוצה להתחיל עם החוט בולט בערך 3⁄8 אינץ ‘מהקצה.
14. חוץ ממך’מחדש באזור כפרי, חברות אספקת גז ריתוך בדרך כלל די קלות למצוא דרך דפי הצהוב או האינטרנט. חברות כמו Airgas ו- Praxair מציגות באופן קבוע את CO2/Argon Mix Gas you’אני צריך להתחיל. בדרך כלל ישנם שניים עד שלושה גדלי בקבוקים זמינים: אתה’ככל הנראה צריך לשלם דמי בקבוק מלפנים ואז פשוט צריך לשלם עבור מילוי מעבר לזה.
15. לאחר שיש לך את בקבוק הגז המגן שלך, תוכל להתקין את הרגולטור הכלול וקו האספקה. רתך לינקולן שלנו דורש 30-40 רגל מעוקב לשעה בתנאים רגילים, עם לחצים גבוהים יותר המשמשים לריתוך מחוץ למיקום. וודא שאתה מגדיר את הלחץ תוך כדי סחיטת ההדק האקדח כדי לקבל את ההגדרה הנכונה.
16. להתאים, כמו שברני סטינסון אוהב לומר. במעילי ריתוך נאותים יש צווארונים ואזיקים שמתהדקים כדי למנוע גחלים מתוחים להיכנס ולשרוף אותך. אתה’אני מעריך זאת במיוחד כאשר ריתוך הפוך או מעל הראש שלך.
17. עבור מרבית חובבי הרכב, ככל הנראה אלה הם שלושת עובי המתכת הנפוצים ביותר שאתה’אהיה טיפול. גיליון סטנדרטי כמו לוחות גוף כמו זה משמאל הם בדרך כלל מד 18-24, ואילו Framerails וכאלה קצת יותר עבים יותר. חומר הגלגל הוא עדיין עבה יותר, אך לינקולן 180 יכול להתמודד עם כל זה – מושלם למה שאנחנו מחפשים להשתמש בו.
18. בתוך המכונה’מכסה אותך’למצוא את מהירות הזנת החוט ותרשים המתח, בין חבורה של מידע נוסף הכולל מדריך עובי מתכת, ותרשימי טכניקת ריתוך בסיסיים. מצא את סוג החוט בו אתה משתמש, ואז את עובי החוט, וירוד בתרשים כדי למצוא את עובי המתכת. לאחר מכן התרשים ייתן לך את מהירות הזנת החוט המומלצת ואת הגדרת המתח, המוגדרת בחזית המכונה.
19. אחד המפתחות לריתוך נהדר הוא חומר נקי, וניקוי החומר נעשה גם כימית וגם מכנית. מתכת חדשה מגיעה לרוב מצופה בכימיקל אנטי-רוסט שיש לנקות לפני הריתוך. אצטון או ממסים אורגניים דומים הם הטובים ביותר, וניתן להשתמש גם במי סבון. לעולם אל תשתמש במנקה בלמים, מכיוון שהוא יכול להתפרק לגזים רעילים ומאכלים כאשר הקשת פוגעת בה. בנוסף לניקוי כימי, יש להסיר כל חמצון, צבע, מעיל אבקה או גימור אחר באמצעות דיסק מלטש או מברשת תיל.
20. עם החומר שלך נקי ומוכן לריתוך, חבר את מהדק כבל העבודה וודא שיש לו חיבור טוב, מוצק ונקי. חיבור רע יביא לריתוך לקוי או בכלל לא. וודא שאתה נמצא באזור מאוורר היטב ללא פריטים דליקים באזור המיידי.
21. אם אתה’מעולם לא מרותך לפני כן או שעשתה מעט מאוד מזה, זה’הכי טוב להתחיל עם קצת גרוטאות מתכת. זה יאפשר לך להקדיש זמן לצפייה בשלולית הריתוך, לתרגל את מהירות החוט ותנועת האקדח שלך, ובאופן כללי למצוא את הטכניקה שלך. אתה יכול להעריך את חדירת הריתוך שלך ואת האיכות שלך מבלי לדאוג להרוס את לוח הגוף שרק הוצאת עליו כסף וחיכית שבוע כדי להופיע על המשאית החומה. דוֹן’לא הגבל את עצמך פשוט להניח חרוזים על חתיכת מתכת שטוחה. תפוס כמה חלקים ותרגל את הטכניקה שלך גם בסוגים שונים של מפרקים.
איך ריתוך עובד

ריתוך הוא שיטה בכל מקום של עבודות מתכת המצטרפות לשתי חתיכות מתכת יחד ליצירת קשר חזק. אבל מה בדיוק קורה כששתי המתכות מתחברות יחד? בהגדרה, ריתוך מצטרף לשתי חתיכות מתכת על ידי היתוך. על מנת להתמזג כראוי יחד, המתכת הבסיס חייבת להמיס ולזרום יחד. שיטות ריתוך ישנות יותר היו משתמשות בפיצוץ אוקסיפואל לחימום חתיכות מתכת עד שמתכות הבסיס הגיעו לטמפרטורת התכה, אך שיטות חדשות יותר משתמשות כעת בקשת חשמלית כדי לייצר את החום הדרוש כדי להמיס את המתכת. הקשת נוצרת כאשר מטען חשמלי מועבר מאלקטרודה ליצירות העבודה. האלקטרודה בדרך כלל ניתנת לצריכה ומטענת באופן שלילי או חיובי בהתאם לאופי הרצוי של הריתוך. ריתך ראוי יוצר לעתים קרובות קשר בין יצירות עבודה חזקות יותר מהחוזק המקורי של יצירות העבודה עצמן.
ישנם ממשקים רבים ושונים המשתמשים בהנחה בסיסית זו כדי להשיג ריתוך. השיטה הנפוצה ביותר היא ריתוך קשת מתכת מוגנת (SMAW), הידועה יותר בשם ריתוך מקל. שיטה זו כוללת שימוש באלקטרודה מתכלה בצורה של מקל המכוסה בשטף ליצירת קשת שממיסה את המילוי ומצטרפת לחתיכות העבודה. ריתוך קשת מתכת גז (GMAW), הידוע באופן קולקטיבי כריתוך MIG, הוא שיטה המשתמשת בחוט מתכלה כאלקטרודה המוזנת אוטומטית דרך אקדח שמפזר בו זמנית את ארגון גז כסוכן מגן. ריתוך קשת שקוע (SAW) כולל ריתוך מפרק באמצעות קשת חשמלית שנחנקת מתחת למיטה של שטף. תהליך אוטומטי בעיקר, חוט המילוי ניזון לאט לאורך המפרק מתחת לשטף. שיטה זו מניבה ריתכים באיכות גבוהה בגלל השטף המציין את הקשת והחוט; אין שום סיכון להתפזר בגלל הנוכחות הגדולה של שטף. ריתוך קשת טונגסטן גז (GTAW), המכונה גם ריתוך טיג, הוא המדויק ביותר וגוזל זמן. חוט מוזן ביד בזהירות לקשת שנוצרת על ידי אלקטרודה טונגסטן שאינה ניתנת לצרכן ששוכנת באקדח מחלקת ארגון, בדומה ל- MIG. אלקטרודת סגסוגת טונגסטן לא תימס תחת החום הגבוה של הקשת שמאפשרת את הדיוק של חוט ידני. שיטה זו דורשת רמת מיומנות גבוהה ומיושמת בנסיבות מיוחדות.
אמנות הריתוך מגיעה מריתך’שיטת הריתוך האישית. משתנים רבים משפיעים על מאפיין הריתוך בו זמנית, וזו הסיבה שלנדסי ריתוך יש רשומות הסמכת נוהל (PQRS) כדי להבטיח ריתוך קול במצבים ספציפיים. רתכים רבים נוקטים בגישה ייחודית לאיזון משתנים אלה, ומעניקים לרתך מאומן היטב שיטה מובחנת משלהם. חומר, עובי, סוג המפרק וזווית הריתוך הם כל המשתנים שצריך לקחת בחשבון. יחד עם זאת, יש לשמור באופן שווה בין שתי יצירות העבודה, אחרת הריתוך לא יהיה עקבי. רתך עם רשומה חיובית יכול לרתך בהצלחה במגוון רחב של מצבים, ושלוט במצבים אלה מאפשר פיתוח שיטה או סגנון אישי.

ריתוך רגיש ביותר לזיהום אטמוספרי. אם מתבצע ריתוך ללא מיגון מתאים, הוא יכול לגרום לריתוך נקבובי או חלש. שטף משמש בריתוך קשת מתכת מוגנת כדי לצפות את האלקטרודה ובריתוך קשת שקוע כדי לכסות את שטח הריתוך. כאשר נצרך שטף, הוא יוצר פחמן דו חמצני וסיגים. הפחמן הדו -חמצני פועל כגז מגן ומגן על הריתוך, ואילו הסיגים נשארים כתוצר לוואי מוצק של השטף המומס. יש להסיר את הסיגים לצורך אבטחת איכות ועקביות אסתטית. בריתוך מיג וטיג, ארגון גז משמש כסוכן המגן. ארגון הוא גז לא מגיב שמגן היטב מפני זיהום, ומסופק על ידי אקדח הריתוך ביישומים אלה. ריתוך טיג דורש לעתים קרובות דיוק גבוה, וביישומים מסוימים, יצירות העבודה ממוקמות בחדר קטן שמלא בגז ארגון כדי לספק א “חדר נקי” סביבה למניעת זיהום אפשרי.
ריתוך הוא ענף המאופיין בעבודות איכות והסמכה רציפה. ניתן לתת הסמכה רק אם רתך יכול לייצר בעקביות עבודה איכותית, והסמכה זו כפופה לתדירות רתך מתרגל את מלאכתו. פרויקטים מחייבים לעתים קרובות כי הרתכים יוסמך לקוד ספציפי. זה מבטיח שרק רתכים מאושרים תורמים לפרויקט, מפרט חשוב ללקוחות תובעניים כולל ממשלות פדרליות ומקומיות. בגלל הצורך להישאר מוסמך, שם המשחק בריתוך הוא באמת “תשתמש בזה או תאבד את זה.”
ריתוך הוא תהליך מורכב הדורש איזון משתנים רבים ליצירת מוצר קול מבני. ישנן שיטות רבות ושונות לבחירה, ובתוך כל שיטה יש מספר עצום של סגנונות שונים לשימוש ליישום ספציפי. ככלי חיוני בארגז כלים של מפיקים, הבנת תהליך הריתוך היא בעלת חשיבות עליונה לחלוטין.
איך פועל ריתוך קשת מתכת ומה סוגייה?
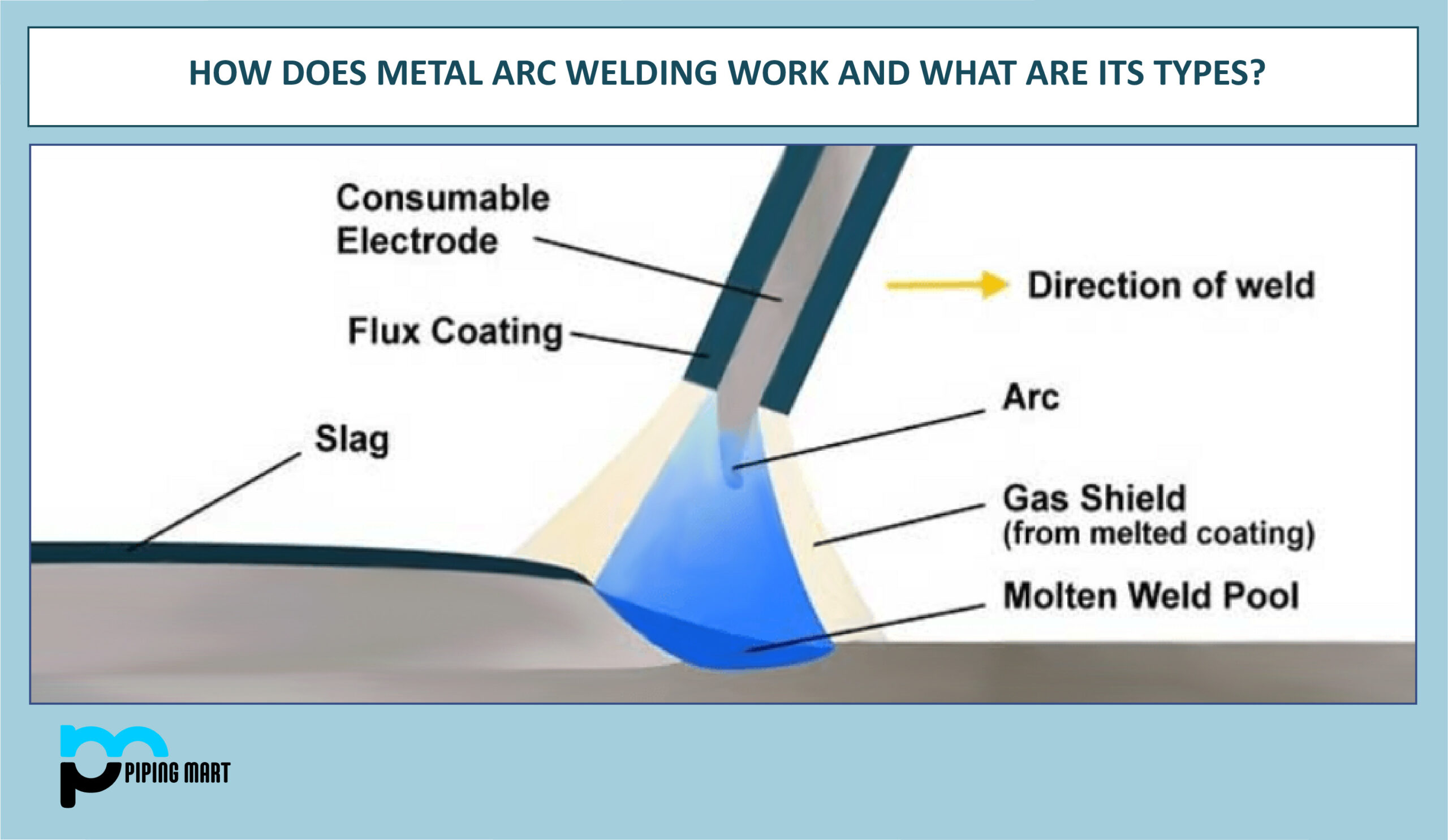
על ידי שימוש בחשמל ליצירת חום מספיק כדי להמיס מתכת והמתכות המותכות’ יכולת להתמצק בעת קירור, ריתוך קשת הוא שיטה להצטרפות למתכות יחד. ריתוך מסוג זה ממיס את המתכות בנקודת המגע על ידי יצירת קשת בין אלקטרודה, מקל מתכת וחומר הבסיס. זרם ישיר (DC), זרם לסירוגין (AC) ואלקטרודות מתכלות או שאינן ניתנות לצרכן הן כל האפשרויות לריתכי קשת.
בדרך כלל משתמשים בגז, ערפל או סיגים משמשים בדרך כלל להגנה על אזור הריתוך. תהליכים לריתוך קשת עשויים להיות אוטומטיים מלאים, חצי אוטומטיים או ידניים. ריתוך קשת נוצר בסוף המאה ה -19, ובמהלך מלחמת העולם השנייה הוא הפך למובהק מבחינה מסחרית בבניית ספינות. זה עדיין צעד מכריע בייצור בנייני פלדה ומכוניות כיום.
איך עובד ריתוך קשת?
חומר העבודה נמס במהלך ריתוך קשת באמצעות קשת חשמלית. תחילה מהודק חוט קרקע לחומר. לאחר מכן הרתך לוחץ על הובלת אלקטרודה מול חומר העבודה.
פירוק החשמל של הגז מתרחש כאשר הרתך מושך את האלקטרודה הרחק מהחומר, ומייצר קשת הנקראת פריקת פלזמה רציפה. כדי ליצור ריתוך ספוט ממוקד במיוחד, מרתכים קשתות מעסיקים זרמים ישירים או לסירוגין.
מתכות מצטרפות בטכניקת ריתוך היתוך המכונה ריתוך קשת. כ- 6500 מעלות של חום קיצוני מיוצר על ידי קשת חשמלית ממקור כוח AC או DC, וממיס את המתכת בחיבור בין שתי חלקי עבודה.
האלקטרודה מוליכה את הזרם ורק סוחבת את הזרם או מנהלת את הזרם תוך התכה בבריכת הריתוך כדי להזין חומר מילוי למפרק. ניתן להנחות את הקשת באופן ידני או מכני לאורך קו המצטרף.
בשל התגובות הכימיות המתרחשות כאשר קשת מחממת מתכות לטמפרטורות גבוהות מדי, יש להשתמש בגז או סיגים מגנים כדי להפחית את המתכת המותכת בזמן באה במגע עם האטמוספרה. המתכות המותכות מתמצקות ליצירת חיבור מתכתי כאשר הן מתקררות.
ההבדל בין זרמי AC ו- DC
זרם ישיר (DC) או זרם חילופין (AC) יכול לשמש כמקור חשמל לריתוך קשת.
ריתוך מקל ויישומי מתח נמוך יותר משתמשים לעיתים קרובות על ריתוך קשת זרם ישיר (DC), אשר בדרך כלל מועדף על פני AC. זה כך שזרם DC עשוי לייצר קשת חלקה ויציבה יותר, המשתמשת באלקטרונים הזורמים בהתמדה בכיוון אחד.
האלקטרונים בריתוך קשת זרם מתחלף (AC) הם לא שגרתיים יותר מכיוון שהם משנים כל הזמן כיוון. כאשר נדרש זרם חזק יותר כדי למנוע מהקשת לפוצץ או להעביר אנרגיה למרחקים ארוכים, זרם AC, שלעתים קרובות הוא אפשרות משנית בריתוך, יכול להועיל.
בעוד ש- DC מאפשרת רק כיוון אחד של זרימת זרם, AC משנה ללא הרף את כיוון זרימת הזרם. עם אספקת AC של 60 הרץ, למשל, כיוון הזרימה ישתנה 120 פעמים בשנייה.
הווריאציות של ימינו משמעותיות. שימוש ב- DC כהמחשה, הזרימה הקבועה של זרם חשמלי בכיוון יחיד יכולה לגרום לשדות מגנטיים להתעורר.
ניתן להזיז את הקשת על ידי שדות מגנטיים כך שלא ייסע בדרך עם ההפרדה הקצרה ביותר בין האלקטרודה למתכת. זה מתרחש לעתים קרובות בפינות הפנימיות או בסוף הריתוכים ויכול לגרום לנקבוביות מפוצצת ולמיזוג חלקי. זה ידוע כמכות קשת.
אז DC היא הבעיה. עם זאת, AC מתנדנד את הזרם ולעולם לא מאפשר לשדות המגנטיים להיות מאורגן מספיק כדי שמכות קשת תהיה בעיה.
בנוסף, רתכים של DC עולים מעט נוספים לקנות. הוצאות קשת והוצאות ראשוניות הן מכאן DC’S שני חסרונות עיקריים. שקול להשתמש ברתקי AC. עם זאת, DC’היתרונות של נהלים מסוימים, כמו ריתוך MIG, עולים במידה ניכרת בחסרונות הללו.
ריתכי קשת DC מספקים קשת חלקה ושליטה ומבצעים טוב יותר עם חומרים דקים. בנוסף, אחד מקבל פחות מתיז; בסך הכל, חרוזי DC הם “יפה יותר.” בגלל גורמים אלה, DC משמש לעתים קרובות ברתכי קשת, ומשתמשים רבים מעדיפים זאת על פני AC.
ריתכי AC AC הם סבירים ואינם מאפשרים ליצור שדות מגנטיים. בנסיבות בהן ככל הנראה מכה קשת, ניתן להשתמש בה. בהגדרות כמו מספנות, שעובדות לעתים קרובות עם חלקים עבים, משמשים ריתכי AC מכיוון שהם גם חודרים היטב.
יתרון נוסף של AC הוא שהוא יכול להתמודד עם מתכות כמו אלומיניום עם ציפוי תחמוצת מטריד על פני השטח שלהם. תנודת זרם מבטלת ביעילות את שכבת תחמוצת שיכולה לחסום ולמנוע מיזוג שברי מתכת.
מהם הסוגים השונים של תהליכי ריתוך קשת?
ריתוך קשת מגיע בצורות שונות. בחירת טכניקת ריתוך קשת תלויה בעיקר במתכת. להלן סקירה של תהליכי ריתוך קשת רבים:
- ריתוך קשת מתכת מוגן (SMAW)
ריתוך קשת הוא שם נוסף לריתוך מקל או SMAW. עם זאת, לא כל מרתכי הקשת הם מרתכים מקל, למרות שכל מרתכי המקל הם רתכים קשתות.
אחת הטכניקות הקלות ביותר, המוקדמות והגמישות ביותר היא SMAW, מה שהופך אותו לחביב מאוד. אלקטרודות מקל עם ציפוי שטף מבחוץ משמשות בהליך די פשוט. השטף מגן על הבריכה המותכת על ידי תגובה עם הריתוך’חום גבוה. קצה האלקטרודה המכוסה נוגע באזור הריתוך ליצירת הקשת, שנמשכת לאחר מכן כדי להמשיך אותו.
הקצה, הציפוי והמתכת נמסים כולם על ידי חום, ויוצרים את הריתוך לאחר הסגסוגת מתמצקת. שיטה זו משמשת לעיתים קרובות בפעולות בנייה, בניית ספינות ופעולות צינור. המקל הוא חומר המילוי הנצרך במהלך התהליך, ממש כמו ה- MIG או האלקטרודות ליבת השטף. עם זאת, אין הזנת אלקטרודות אוטומטית, שלא כמו GMAW או FCAW. לפיכך יש לשנות אלקטרודות להדבקות באופן ידני כאשר נגמרו.
ריתוך MIG וריתוך קשת בעלת שטף הם שניהם תהליכי ריתוך דומים במיוחד. האלקטרודה היא חוט שהמכונה ניזונה ברציפות לאקדח. למרות שהחוט נצרך במהלך תהליך הריתוך, הוא עדיין יכול לשמש כמילוי.
הליבה של האלקטרודה הזו חלולה, לעומת חוט ה- MIG המוצק, והיא עמוסה בשטף וכימיקלים אחרים. זה מאפשר לשטף לייצר גז וסיגים מגנים, שמגנים על הריתוך כאשר הוא מחומם. בגלל זה, מרתכים MIG כבר לא דורשים גז בבקבוקים.
אלקטרודות צינוריות מלאות בשטף משמשות בסוג זה של ריתוך קשת. הקשת מוגנת מהאוויר על ידי השטף האדיר. עם זאת, כמה שטפי מיסיב עשויים לדרוש גם גזים מגנים.
בגלל FCAW’S שיעור משמעותי יותר של תצהיר מתכת ריתוך, הוא מושלם לקטעי ריתוך צפופים בעובי סנטימטר או יותר.
ריתוך MIG או מתכת ריתוך גז אינרטי הוא שם נוסף עבור GMAW. עם גז כמו ארגון, הליום או תערובת גז, GMAW או MIG ריתוך מגן על הקשת. אפשר לרתך שכבות רבות מאז האלקטרודות’ deoxidizers מפסיקים חמצון. האלקטרודה עבורו היא גליל חוט הניזון באקדח הריתוך.
חוט זה משמש לאורך כל הליך הריתוך, ומאפשר לו לשמש כחומר מילוי. כתוצאה מכך, המתכת המרתכת וסגסוגת התיל מתאימה לרוב. גז מיגון מוזן גם לפיד הריתוך במהלך ריתוך MIG. כדי להשתמש בטכניקת GMAW, האדם זקוק גם לבקבוק גז וריתך.
לגישה זו יש יתרונות רבים, כולל להיות פשוטים, הניתנים להתאמה, סבירים, בטמפרטורה נמוכה ואוטומטית בקלות. שיטת ריתוך זו משמשת לעיתים קרובות לגיליונות דקים וחלקים.
ריתוך קשת טונגסטן גז (המכונה לעתים קרובות “Gtaw”) הוא שם נוסף לריתוך טיג. הריתוך המאתגר ביותר נחשב לעיתים קרובות כ- GTAW או TIG. אלקטרודות טונגסטן מייצרות את הקשת. גזים אינרטיים כמו הליום, ארגון או שילוב מבודדים את המגן. במידת הצורך, מילוי חוטים והוסף חומר מותך. טכניקה זו היא משמעותית “מְנַקֶה” כי זה לא’לא ליצור סיגים, מה שהופך אותו למושלם לריתוך חומרים ויישומים דקים בהם האסתטיקה חשובה. בזמן ריתוך, יש להשתמש באלקטרודה של טונגסטן. ריתוך TIG דורש שתי ידיים, ולכן יש להשתמש בשנייה כדי להאכיל מוט מילוי אחר.
תלוי מה זה ריתוך, הכימיה או הסגסוגת של האלקטרודה טונגסטן משתנה. בנוסף, הטכניקה דורשת תרגול ניכר כדי מושלם והיא מורכבת יותר ללימוד מאשר סוגים אחרים של ריתוך.
גזים ואלקטרודות מיוננים משמשים בשיטת ריתוך קשת פלזמה (PAW) לייצור מטוסי פלזמה חמים המכוונים לאזור הריתוך.
טכניקה זו מיועדת לריתוכים עמוקים ודקים רק בגלל החום העז של המטוסים. שיטה יעילה נוספת להאצת ריתוך היא ריתוך קשת פלזמה (PAW).
אלקטרודה שוכנת בתוך זרבובית נחושת עם חור חור בקצה לפיד ריתוך בפלזמה. האלקטרודה הטונגסטן שאינה ניתנת לצרכן וקצה הנחושת מתחילים קשת טייס. כתוצאה מכך, פלזמה מיוצרת על ידי חימום הגז המגן לטמפרטורות גבוהות במיוחד.
הפלזמה נורה דרך חור החור ל “לירות” בריתוך-לולד. קשת מחברת בין האלקטרודה טונגסטן ליצירה מתכתית בגלל הפלזמה’מוליכות חשמלית. הלפיד מתרכז בחום רב לחלל זעיר על ידי מניעת הפלזמה דרך צמצם קטן. שיטת הפלזמה מניבה ריתכים משמעותיים כאשר משתמשים בהם עם ציוד ריתוך בעל ביצועים גבוהים. אפשר להזדקק למוט מילוי נוסף כדי להשיג את התוצאות הנדרשות מכיוון שהאלקטרודה לא מתרוקנת.
מסור משתמש בשטף גרגירי ליצירת שכבה עבה המכסה את המתכת המותכת במהלך הריתוך ומבטלת ניצוצות ומפלטים. מכיוון שהוא משמש כמבודד תרמי, טכניקה זו מאפשרת חדירה עמוקה יותר. סדין במהירות גבוהה או אפילו ריתוך מפלדת צלחת הוא סיבת פעולה עבור SAW. זה יכול להיות אוטומטי או חצי אוטומטי. עם זאת, זה מיושם רק על ריתוכים אופקיים.
ריתוך קשת שקוע משתמש באלקטרודה תיל המוזנית כל הזמן הנצרכת בכל הריתוך, כמו GMAW ו- FCAW. אבל שכבה עבה של אבקת שטף מכסה את בריכת הריתוך.
כאשר הוא מותך, שכבה זו של שטף נעים הופכת למוליך, ומביאה חיבור חשמלי אמין בין המתכת לאלקטרודה. בנוסף, השטף נמנע מניצוצות ומתיז. שכבת השטף’שכבת אבקה בלוקים קרני UV ומזהמים.
ESW משמש רק כדי לאחד שני רכיבים שעובדים אנכית של לפחות סנטימטר אנכית. אלקטרודה תיל המסופקת אוטומטית לפער בין הרכיבים מוטמעת בשטף שממלא את החלל.
צלחות עבות (אלה הגדולות מ- 25 מ”מ) מרותכות במעבר יחיד בשיטה אנכית. ESW דורש קשת חשמלית כדי ליזום את התהליך לפני שתוספת שטף מסתיימת הקשת. נוצר סיגים מותכים על גבי הבריכה המותכת בגלל השטף נמס כאשר החוט המתכלים מוזנים לתוכו.
החום מיוצר על ידי היתוך שולי החוט והצלחת דרך הסיגים המותכים’התנגדות לזרימת הזרם החשמלי. בעקבות זרימת התהליך, שתי נעלי נחושת שקועו במים עצירת סיגים מותכים מברוח.
ואז זרם זורם ויוצר קשת. עם זאת, ברגע שהשטף נמס, ההתנגדות החשמלית שלו מייצרת את הריתוך’חום, בערך 3,500 מעלות צלזיוס.
זהו יישום משותף אנכי בלבד בגלל הצורך למלא את המפרק בשטף ולשמור על השטף המותך בזמן הריתוך. לפני שמתחילים את הקשת, יש להתקין תומך, המכונה גם צלחת התחלה, בתחתית המפרק כדי להחזיק את השטף במקום.
שיטה ייחודית זו נועדה לרתך מחברים (או “חתיכים”) לתפקיד. הוא משתמש באדום מסוים עם פונקציית אלקטרודה.
אקדח מסוים משמש כדי לכפות את הרבעה לבריכה המותכת לאחר שהוכנס לקשת בקנה’בסיס. אטב המתמזג היטב לבסיס המתכת הוא התוצאה.
מעבר ספציפי ממוקם סביב הריתוך כדי למקד את החום ולגביל את המתכת המותכת, והיישום עשוי או לא יזדקק לגז מגן. העגלה מורידה ונזרקת לאחר ביצוע הריתוך.
למה משמש ריתוך קשת?
ריתוך קשת הוא סוג הריתוך האופייני והפשוט ביותר. כתוצאה מכך הוא מנוצל בכל המגזרים העסקיים, כולל ייצור, נפט וגז, בנייה, תעופה וחלל, רכב ורבים אחרים.
כלי שיט, ספינות לחוצות, צינורות, טנקים, אוניות, גשרים, רכבות, מכוניות, ציוד חקלאי, פיסול מתכת, נגררים וכו ‘., הם רק כמה איורים של יישומים.
ריתוך קשת מנוצל בכל פעם שצריך להצטרף לשני רכיבי מתכת בגלל כמה מהר ובמחיר סביר ניתן לעשות זאת. אבל עבור עבודות מסוימות, החום העז המיוצר יכול להיות נושא. אז, רק כמה פרויקטים זקוקים לריתוך קשת.
ריתוך קשת היא טכניקה המשמשת בענף התעופה והחלל לעבודה מדויקת, הצטרפות מתכתית וייצור ותחזוקה של מטוסים. ריתוך קשת משמש בענף הרכב כדי להצטרף לקווי הידראולי ופליטה. אפילו בין מתכות דקות, ריתוך קשת עשוי ליצור חיבורים חזקים.
ריתוך קשת משמש בתחום הבנייה כדי להבטיח חיבורים עמידים בבניינים, גשרים ותשתיות אחרות. תחום הכוח ומגזר הנפט והגז הם עסקים נוספים המשתמשים בריתוך קשת.
מהם היתרונות והחסרונות של ריתוך קשת?
היתרונות כוללים את הדברים הבאים:
- יש לו התנגדות חזקה להשפעה.
- זה מייצר שיעורי תפוקה גבוהים (מוריד את העלות ליחידת ריתוך).
- ריתכים חזקים ונטולי אוויר שהם חלקים.
- זה פשוט לשימוש וללמוד.
- יכול לעבוד על ציוד מטלטלין שהוא פשוט לאחסון.
- זה תכליתי ומתאים למגוון מתכות.
- זה מאוד זול.
- זה מביא לריתוכים יציבים ואיכותיים.
- זה נגיש יחסית מכיוון שאין צורך בהדרכה או אימונים ספציפיים.
החסרונות כוללים את הדברים הבאים:
- אוורור או הנשמה נדרשים לאדים רעילים.
- פסולת משמעותית יותר מאשר בשיטות אלטרנטיביות.
- תרגול נחוץ כדי לפתח מיומנות גבוהה.
- חומרים דקים שנשרפים.
מהם סוגי המוטות?
תהליך ה- ARC משתמש במגוון מוטות עם חוזקות, חולשות ויישומים שונים שעשויים להשפיע על איכות הריתוך. כדי להרכיב את הרכיבים, זרם מסופק דרך המוט המחובר לציוד הריתוך.
אלקטרודות מתכלות אלה נמסות בנסיבות מסוימות, כמו עם SMAW, ויוצרות רכיב ריתוך. כאשר משתמשים ב- TIG, למשל, המוטות לא’לא נמס מכיוון שהם אלקטרודות שאינן ניתנות לצרכן.
באופן כללי, מוטות מצופים, אם כי סוג הציפוי הספציפי משתנה. למרות שיש מוטות לא מצופים, הם הרבה פחות נפוצים, מייצרים יותר מרוסס ויכולים להיות מאתגרים להסדיר את הקשת. מוטות מצופים עדיפים להפחית או לחסל לחלוטין תחמוצות מזהמות או גופרית. ישנם שלושה ציפויים שונים: תאית, מינרלים או תערובת של השניים.
בין אם מצופה או לא מצופה, יש להשתמש במוט המתאים לייצור ריתוכים נקיים וחזקים ובעלי איכות חרוז מתאימה.
מהן היישומים של ריתוך קשת?
להלן כמה דוגמאות ליישומי ריתוך קשת:
- הוא משמש למתכת ריתוך מתכת.
- הוא מנוצל באופן פופולרי לצורך הצטרפות למתכות דקות, ברזליות וגם לא ברזליות.
- מיועד לכלי לחץ ולחץ.
- משמש להתקדמות בצנרת התעשייה.
- נעשה שימוש בתעשיות הרכב והריהוט הביתי
- משמש מאוד בתעשיות שעושות בניית ספינות.
- משמש בייצור מסילות ברזל, שיקום גוף אוטומטי, ומטוסים וחלל וחלל.
- בנייה, רכב, מכני ותעשיות אחרות.
- גז בתעשיית התעופה והחלל, ריתוך קשת טונגסטן מצטרף לרכיבים שונים, כמו מתכת גיליון.
- תהליכי ריתוך אלה משמשים לתיקון כלים, מתים ומתכות העשויות מגנזיום ואלומיניום.
- GTAW משמש בעיקר בענף הייצור כדי לרתך יצירות עבודה דקיקות, בעיקר מתכות לא ברזליות.
- כאשר נדרשים קורוזיה קשה ועמידות לפיצוח לטווח הארוך, משתמשים בריתוך GTAW.
- זה משמש בבניית חלליות.
- ניתן להשתמש בו בתעשיית האופניים כדי לרתך צינורות קיר דק וחלקים בקוטר קטן.
PipingMart הוא פורטל B2B מתמחה במוצרי תעשייה, מתכת וצנרת. כמו כן, שתפו מידע וחדשות עדכניות הקשורות למוצרים, חומרים וציוני סוגים שונים כדי לעזור לעסוק בענף זה בענף זה.